Sommario: 7.1 La sicurezza intrinseca ed i sistemi di protezione – 7.2 L’adozione delle misure di protezione ed isolamento – 7.3 La progettazione resistente all’esplosione – 7.4 Lo sfogo dell’esplosione – 7.5 La soppressione dell’esplosione – 7.6 I sistemi di isolamento contro le esplosioni – 7.7 I sistemi di protezione installati precedentemente al 30 giugno 2003 – 7.8 L’emergenza e l’evacuazione in caso di esplosione – 7.9 Esempi applicativi ed approfondimenti
Abstract: Questo Capitolo si incentra sui sistemi di protezione contro le esplosioni e introduce i parametri per il dimensionamento e la progettazione dei sistemi di sfogo o soppressione delle esplosioni, avvalendosi di numerosi casi progettuali illustrati e risolti.
«Già, perché io di cantieri ormai ne ho girati tanti, in Italia e fuori: delle volte ti sotterrano sotto i regolamenti e le precauzioni neanche tu fossi un deficiente oppure un bambino appena nato, specialmente all’estero; delle altre ti lasciano fare quello che diavolo vuoi perché tanto, anche se ti rompi la testa, l’assicurazione ti paga per nuovo: ma in tutti e due i casi, se non hai la prudenza tu per conto tuo, presto o tardi finisci male, e la prudenza è più difficile da imparare che il mestiere.»
Faussone2
L’ultima risorsa a disposizione del DDL per far fronte al rischio di esplosione consiste nell’adozione di misure ingegneristiche di protezione ed isolamento. Infatti, ove non sia possibile prevenire la formazione di ATEX e, in seconda istanza, prevenire le sorgenti di accensione ad essa correlate, risulterà indispensabile porsi nella prospettiva che l’esplosione risulti tecnicamente inevitabile, seppur con tempi di ritorno medio-lunghi. Alla luce di questo il DDL dovrà installare misure di isolamento e protezione degli impianti che siano in grado di proteggere i lavoratori dagli effetti della deflagrazione, così come dettagliati nel Capitolo 8. Tali forme di protezione risultano tuttavia implementabili nei soli casi in cui le esplosioni si inneschino “dall’interno dell’impianto” come tipicamente avviene nel trattamento delle polveri combustibili. A questo proposito l’art. 289 ai commi 2, lett. b) e comma 3, D.Lgs. n. 81/2008, recita:
“Se la natura dell’attività non consente di prevenire la formazione di atmosfere esplosive, il datore di lavoro deve: (…) b) attenuare gli effetti pregiudizievoli di un’esplosione in modo da garantire la salute e la sicurezza dei lavoratori. Se necessario, le misure di cui ai commi 1 e 2 sono combinate e integrate con altre contro la propagazione delle esplosioni e sono riesaminate periodicamente e, in ogni caso, ogniqualvolta si verifichino cambiamenti rilevanti.”
Partendo dalla definizione di sistema di protezione precisata nel D.Lgs. n. 85/2016 si procederà alla descrizione di dettaglio delle varie strategie di protezione ed isolamento. Preliminarmente, tuttavia, illustreremo i concetti di base relativi alla sicurezza intrinseca applicabile ad impianti e processi soggetti al rischio di esplosione.
7.1 La sicurezza intrinseca ed i sistemi di protezione
Il rischio di esplosione nel luogo di lavoro può diminuire significativamente con un approccio integrato di sicurezza intrinseca preventiva e barriere di protezione che agiscano contro gli effetti dell’energia liberata. Questo è peraltro quanto bene specificato dall’art. 289, D.Lgs. n. 81/2008 (più volte citato nel corso della presente trattazione).
7.1.1 La sicurezza intrinseca nell’industria
La progettazione dei sistemi di protezione contro le esplosioni segue (e mai precede), la valutazione di applicabilità dei criteri di sicurezza intrinseca.
La sicurezza intrinseca, in altri termini, rappresenta una strategia di minimizzazione dei rischi che si fonda sulla chimica e la fisica invece che su sistemi tecnici di controllo, interblocchi, ridondanza e/o procedure operative. Osserviamo che le tecniche di sicurezza utilizzabili in sistemi complessi (apparecchi, impianti, processi) sono raggruppabili secondo un ordine di priorità determinato in funzione della maggiore o minore resilienza al guasto e/o all’errore operativo (Rigas et al., 2013):
-
sicurezza intrinseca (elevata resilienza all’errore e/o guasto);
-
sicurezza passiva (buona resilienza all’errore e/o guasto);
-
sicurezza attiva (discreta resilienza all’errore e/o guasto);
-
sicurezza procedurale (bassa resilienza all’errore e/o guasto).
La sicurezza intrinseca risulta ampiamente introdotta nell’ambito del D.Lgs. n. 81/2008 il quale la specifica nell’art. 15 (misure generali di tutela). In particolare in esso si specifica:
1. Le misure generali di tutela della salute e della sicurezza dei lavoratori nei luoghi di lavoro sono:
(…)
c) l’eliminazione dei rischi e, ove ciò non sia possibile, la loro riduzione al minimo in relazione alle conoscenze acquisite in base al progresso tecnico;
d) il rispetto dei principi ergonomici nell’organizzazione del lavoro, nella concezione dei posti di lavoro, nella scelta delle attrezzature e nella definizione dei metodi di lavoro e produzione, in particolare al fine di ridurre gli effetti sulla salute del lavoro monotono e di quello ripetitivo;
e) la riduzione dei rischi alla fonte;
f) la sostituzione di ciò che è pericoloso con ciò che non lo è, o è meno pericoloso;
g) la limitazione al minimo del numero dei lavoratori che sono, o che possono essere, esposti al rischio;
h) l’utilizzo limitato degli agenti chimici, fisici e biologici sui luoghi di lavoro;
i) la priorità delle misure di protezione collettiva rispetto alle misure di protezione individuale;
(…)
Gli impianti a sicurezza intrinseca risultano, pertanto, maggiormente resilienti agli errori operativi e di manovra rispetto a complessi sistemi tecnici e, aspetto non trascurabile, in molti casi la sicurezza intrinseca rappresenta l’alternativa a minore costo di installazione.
Un processo o un impianto che non richiede particolari sistemi tecnici di sicurezza e l’elaborazione di complesse procedure di gestione è più semplice da utilizzare e certamente più affidabile.
Piccoli impianti che operano a temperature e pressioni meno gravose richiedono, infatti, meno impegno sia nell’investimento iniziale sia nei successivi costi operativi di gestione.
In generale la sicurezza di un processo e/o di un impianto si basa su più gradi di protezione (cfr. Layer Of Protection Analysis, LOPA), come abbiamo già osservato all’inizio del paragrafo.
Il primo livello è fondato sul processo e sulle tecniche di corretta progettazione. Un impianto deve essere pensato fin dall’inizio sicuro ed affidabile. Successivi interventi di messa in sicurezza non possiedono infatti il medesimo impatto su tali prestazioni. I livelli di sicurezza successivi includono i sistemi di controllo, i dispositivi automatici, i sistemi di arresto di sicurezza, i sistemi di protezione, gli allarmi ed i piani di risposta alle emergenze.
La sicurezza intrinseca è inclusa a tutti i livelli sopra descritti anche se risulta principalmente destinata a regolare le caratteristiche di progettazione del processo. L’approccio migliore da tenere durante le fasi di progettazione è volto, quindi, all’introduzione di funzionalità destinate a prevenire la creazione di modalità operative e prestazionali pericolose piuttosto che gestire le conseguenze di un evento pericoloso. Un processo progettato con modalità di sicurezza intrinseca risulta maggiormente tollerante rispetto ad errori operativi oppure a condizioni di processo anomale.
Anche se un impianto o un processo può essere modificato per aumentare la propria sicurezza intrinseca in ogni momento del suo ciclo di vita, il maggiore potenziale di miglioramento si registra durante le prime fasi di ideazione e progettazione dello stesso. In queste fasi iniziali, infatti, sia gli ingegneri di processo sia i chimici hanno il massimo grado di libertà nella decisione delle specifiche di progetto e sono nelle condizioni di prendere in considerazione alternative al ciclo base di produzione sia di tipo chimico, sia di tipo fisico o tecnologico.
Più nel dettaglio, la descrizione della sicurezza intrinseca passa necessariamente attraverso le seguenti parole guida:
-
minimizzazione (intensificazione);
-
sostituzione;
-
moderazione (attenuazione);
-
semplificazione.
7.1.1.1 Minimizzazione (intensificazione)
La minimizzazione implica l’utilizzo di una quantità limitata di sostanze pericolose quando l’utilizzo di tali sostanze non possa essere evitato. Può altresì prevedere l’implementazione di procedure pericolose per il più breve tempo possibile, nell’ipotesi in cui tali procedure non siano evitabili. Esempi di tale approccio sono i seguenti:
-
sostituzione di grandi reattori batch con più piccoli reattori continui;
-
riduzione della quantità stoccata di materie prime;
-
incremento dei controlli per ridurre le quantità di sostanze intermedie pericolose;
-
riduzione della presenza di processi ed impianti superati;
-
minimizzazione della congestione delle aree di processo.
7.1.1.2 Sostituzione
La sostituzione prevede che materiali a maggiore pericolosità vengano sostituiti con altri a minore pericolosità. Tale principio vale anche per le procedure. Esempi di tale approccio sono i seguenti:
-
utilizzo di pompe meccaniche a doppia tenuta monitorata rispetto a pompe a tenuta singola;
-
utilizzo di giunzioni saldate in luogo di giunzione flangiate;
-
utilizzo, in giunzioni flangiate, di guarnizioni spirometalliche in luogo di quelle in fibra compressa;
-
utilizzo di solventi a bassa tossicità;
-
utilizzo di pressostati meccanici rispetto a quelli a mercurio;
-
utilizzo di sostanze chimiche con alto punto di infiammabilità, alto punto di ebollizione ed altre caratteristiche a bassa pericolosità;
-
utilizzo di acqua come fluido termovettore in luogo di olio minerale.
7.1.1.3 Moderazione (attenuazione)
La moderazione prevede l’identificazione di parametri di processo meno gravosi ai fini della pericolosità. In particolare, dunque, si opererà per limitare i valori di pressione, temperatura, velocità di rotazione, ecc. durante le varie fasi del processo di produzione. Esempi di tale approccio sono i seguenti:
-
utilizzo del sottovuoto per abbassare la temperatura di ebollizione;
-
riduzione della temperatura e la pressione di processo;
-
raffreddamento dei serbatoi di stoccaggio;
-
dissoluzione di sostanze pericolose in solventi a bassa rischiosità;
-
operatività in condizioni nelle quali si possa escludere la genesi di reazioni fuggitive;
-
posizionamento delle sale di controllo a distanza dalle zone di operazione;
-
separazione della sala pompe da altri settori dello stabilimento;
-
isolamento acustico delle linee ed apparecchiature;
-
protezione meccanica di sale controllo e serbatoi.
7.1.1.4 Semplificazione
La semplificazione richiede che i parametri di progetto del processo siano scelti in modo tale da eliminare le possibilità di errore limitando l’uso eccessivo di componenti di sicurezza e di dispositivi di protezione attiva. Esempi di tale approccio sono i seguenti:
-
mantenimento dei sistemi di tubazione puliti e semplici da controllare a vista;
-
pannelli di controllo di processo di semplice comprensione;
-
l’impianto deve essere semplice da manutenere in sicurezza;
-
adozione di apparecchi ed impianti che richiedono bassa manutenzione;
-
adozione di apparecchi ed impianti con bassi tassi di guasto;
-
separazione dei sistemi e controlli in blocchi funzionali in modo tale che siano semplici da comprendere;
-
identificazione visiva con etichettatura delle linee;
-
identificazione visiva con etichettatura dei reattori e dei sistemi di controllo;
-
utilizzo di impianti dedicati in luogo di impianti multipurpose;
-
utilizzo di sistemi a gravità in luogo di gruppi di pompaggio.
7.1.1.5 La sicurezza intrinseca nel settore della prevenzione e protezione contro le esplosioni
Nel settore della prevenzione e protezione contro il rischio di esplosione sono rinvenibili una serie di consolidate strategie a sicurezza intrinseca, che di seguito riportiamo3:
-
sostituzione delle sostanze a basso punto di infiammabilità con altre a punto di infiammabilità più elevato;
-
operatività in regime di saturazione dei vapori, all’esterno del campo LEL-UEL;
-
diluizione dei liquidi infiammabili con acqua per aumentarne il punto di infiammabilità;
-
diminuzione delle temperature dei processi;
-
ricorso, ove possibile, a ventilazione naturale in luogo di ventilazione artificiale;
-
aumento dei livelli di ventilazione locale e generale;
-
utilizzo di tenute ad alta efficienza (es. spirometalliche) in luogo di tenute a bassa efficienza (es. fibra compressa, O-ring);
-
prevenzione della formazione di strati di polvere combustibile attraverso operazioni periodiche di pulizia;
-
assicurare che gli spazi inaccessibili non siano zone a rischio di deposito di polvere;
-
pre-flussaggio e post-flussaggio con gas inerte (es. azoto) di ogni linea di trasporto di liquidi infiammabili;
-
preferenza nel trasporto ad alta densità di polveri in luogo di trasporto meccanici ad alta generazione di polverosità (es. elevatori a tazze, redler, ecc.);
-
addizione di polveri inerti a polveri combustibili;
-
distanziamento dei sistemi di trattamento delle polveri dalle zone di lavoro frequentate dalle persone;
-
limitazione della lunghezza delle condotte di trasporto pneumatico;
-
messa a terra ed equipotenzializzazione conforme a linee guida riconosciute (es. IEC 60079-32-1);
-
limitazione dell’ampiezza delle superfici isolanti (es. plastica) in conformità a linee guida riconosciute (es. IEC 60079-32-1);
-
adozione di circuiti elettrici a sicurezza intrinseca (modi di protezione “ia”, “ib” ed “ic”, EN 60079-11);
-
limitazione delle velocità relative tra parti in movimento al di sotto di 1 m/s;
-
limitazione delle potenze di azionamento tra parti in movimento a valori inferiori a 4 kWe;
-
utilizzazione di sistemi di protezione passivi azionati dalla stessa energia generata dall’esplosione (es. venting, EN 14491).
7.1.2 I sistemi di protezione
Ai sensi della Direttiva 2014/34/UE, e del suo recepimento in ambito nazionale, sono considerati sistemi di protezione i dispositivi, diversi dai componenti degli apparecchi, la cui funzione è bloccare sul nascere le esplosioni e/o circoscrivere la zona da esse colpita, messi a disposizione sul mercato separatamente come sistemi con funzioni autonome.
Alcuni esempi di sistemi di protezione autonomi sono i seguenti:
-
sistemi di scarico dell’esplosione;
-
sistemi di soppressione dell’esplosione;
-
sistemi di isolamento contro l’esplosione.
Data la funzione cui è destinato, un sistema di protezione sarà, almeno in parte, installato e utilizzato in un’ATEX.
Poiché un sistema di protezione ha la funzione di eliminare o ridurre gli effetti pericolosi di un’esplosione, esso è oggetto della direttiva indipendentemente dal fatto che abbia o meno una potenziale sorgente di innesco propria. Nel primo caso (nell’ipotesi, cioè, che il sistema di protezione possieda sorgenti di accensione proprie), dovrà soddisfare oltre ai RES4 relativi ai sistemi di protezione, anche i RES specifici degli apparecchi.
I sistemi di protezione sono immessi sul mercato separatamente per essere impiegati come sistemi dotati di funzione autonoma, pertanto, la conformità ai relativi RES deve essere valutata nell’ambito applicativo dell’Allegato II, D.Lgs. n. 85/2016.
Naturalmente, i sistemi di protezione possono anche essere immessi sul mercato come parte integrante degli apparecchi. Da un punto di vista tecnico, essi rimangono sistemi di protezione in ragione della loro funzione, ma non sono considerati sistemi di protezione autonomi ai sensi della direttiva per quanto concerne la valutazione della conformità e la marcatura. In tali casi, la loro conformità viene valutata nel corso della valutazione degli apparecchi di cui fanno parte in base al gruppo o categoria di appartenenza degli apparecchi e non sono oggetto di marcatura separata. Tuttavia, è importante notare che gli specifici RES dell’Allegato II, D.Lgs. n. 85/2016, si applicano anche ai sistemi di protezione integrati.
7.2 L’adozione delle misure di protezione ed isolamento
La scelta delle misure di protezione ed isolamento deve avvenire sempre prevedendo un loro coordinamento. La necessità di adottare le misure di protezione ricorre quando all’interno dell’ATEX siano presenti sorgenti di accensione con una categoria equivalente incompatibile con la classificazione (cfr. Tabella 7.1).
Come indicato nel Capitolo 3, in un impianto nel quale avvenga un’esplosione confinata oltre all’esplosione primaria si generano effetti secondari/domino tra i quali:
-
l’accumulo di pressione (PP, Pressure Piling);
-
la transizione tra Deflagrazione e Detonazione (DDT, Deflagration Detonation Transition);
-
l’innesco con fiamma a getto (FJI, Flame Jet Ignition).
Una corretta opera di protezione contro le esplosioni deve pertanto porre in sicurezza l’impianto sia dagli effetti primari che dal domino di eventi successivo (cfr. Capitolo 3).
Tabella 7.1 – Sorgenti di accensione incompatibili con la classificazione delle zone a rischio di esplosione
| Tipo di zona classificata | Categoria di sorgente di accensione incompatibile con il tipo di zona (Capitolo 6) |
|---|---|
| 0, 20 | 2E, 3E 4E |
| 1, 21 | 3E, 4E |
| 2, 22 | 4E |
| Indipendentemente dalla categoria di accensione e dalla classificazione della zona a rischio di esplosione, misure di protezione devono sempre essere adottate nei casi di presenza di polvere combustibile con MIE ≤ 10 mJ (VDI 2263-6)5 | |
Gli effetti dell’esplosione primaria si possono contenere, sfogare o sopprimere utilizzando le seguenti tecniche (Figura 7.1):
-
progettazione resistente all’esplosione (EPR, EPSR);
-
sistemi di sfogo dell’esplosione (membrane di rottura, porte antiscoppio);
-
sistemi di soppressione ad alta densità di scarica.
Figura 7.1 – Esempi di misure di protezione contro il rischio di esplosione
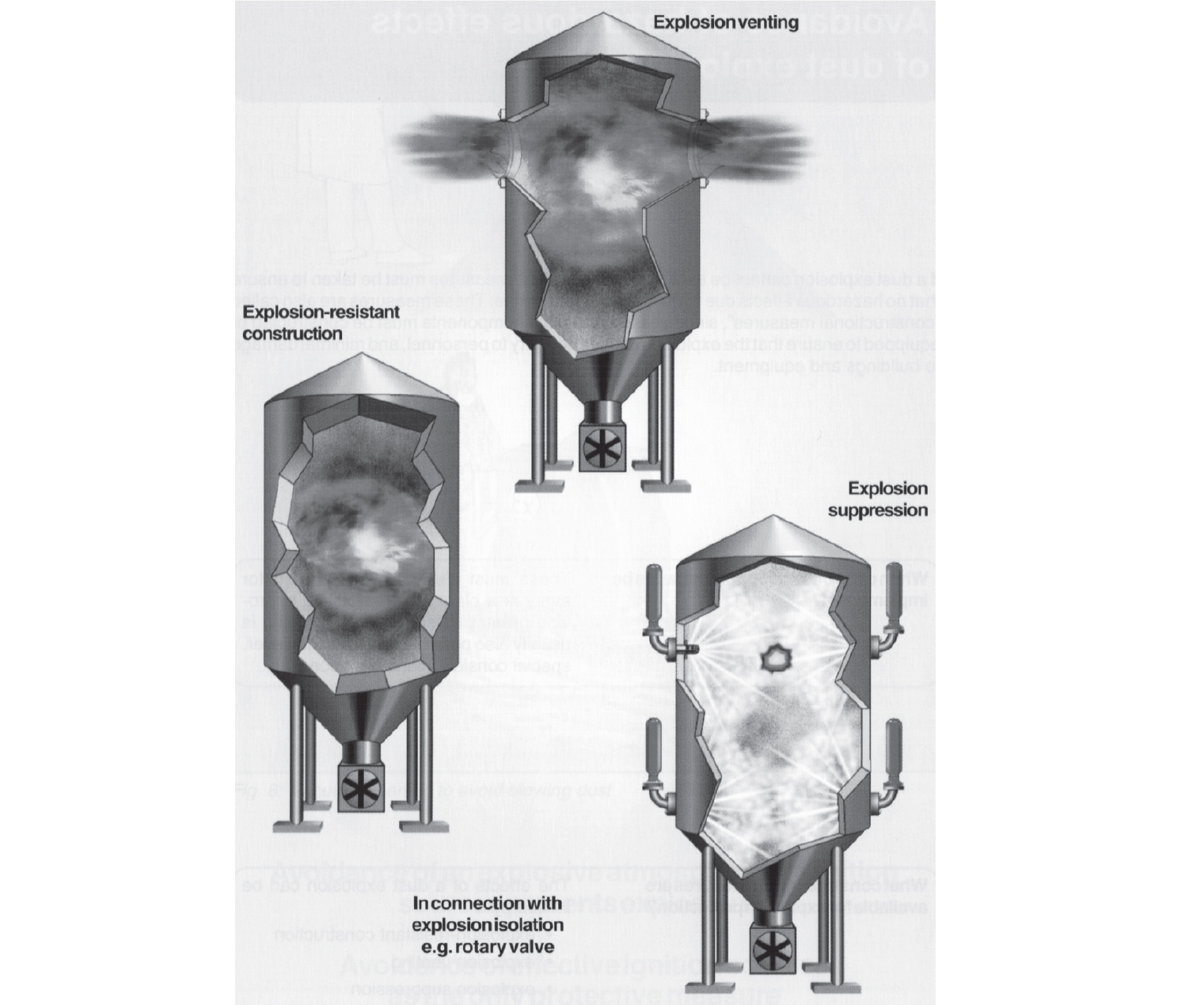
Fonte: ISSA, 2004
Gli effetti dell’esplosione secondaria all’interno dell’impianto nonché della propagazione dell’esplosione sono controllabili attraverso le seguenti tecniche di isolamento dall’esplosione:
-
barriere estinguenti;
-
valvole ad azione rapida;
-
valvole rotative (rotocelle);
-
deviatori di esplosione;
-
fermafiamma.
Come indicato in Figura 7.2, risulta sempre necessario prevedere la protezione sia dall’esplosione primaria sia dall’esplosione secondaria attraverso l’adozione di misure di protezione propriamente dette e di misure di isolamento dall’esplosione.
Figura 7.2 – Coordinamento tra la protezione e l’isolamento dall’esplosione

7.3 La progettazione resistente all’esplosione
Nel caso in cui la fuoriuscita dei prodotti della combustione creati dall’esplosione determini impatti esterni per la sicurezza e salute dei lavoratori e della popolazione appare fondamentale la progettazione resistente all’esplosione6. Una tale metodologia si dimostra valida anche quando i prodotti della combustione non siano tossici e/o nocivi. In quest’ultimo caso è possibile coordinare la progettazione resistente all’esplosione con altre tecniche di protezione quali lo sfogo o la soppressione dell’esplosione.
La Norma UNI EN 14460 prevede due diverse modalità di resistenza degli apparecchi sottoposti ad esplosione interna:
-
apparecchi resistenti alla massima pressione di esplosione (Explosion Pressure Resistant, EPR);
-
apparecchi resistenti allo shock dell’esplosione (Explosion Pressure Shock Resistant, EPSR).
Nel primo caso l’apparecchio deve resistere alla pressione dell’esplosione in assenza di deformazioni plastiche residue mentre nel secondo caso è ammessa la presenza di una certa deformazione plastica permanente a carico delle membrature della struttura. Nelle costruzioni EPR il dimensionamento deve essere realizzato in conformità alla Norma UNI EN 13445-3 relativa alla progettazione dei recipienti in pressione. Anche nel caso di costruzioni EPSR si dovranno seguire i criteri di progettazione e costruzione stabiliti in UNI EN 13445 anche se con vincoli meno rigidi rispetto alle costruzioni EPR. Infatti, l’art. 6.2 della Norma UNI EN 14460 prevede che, nel caso di materiali duttili, sia sufficiente l’adozione di una tensione ammissibile di progetto pari ad 1,5 volte la tensione ammissibile indicata in UNI EN 13445-3 (tale indicazione, presente nell’edizione 2006 della Norma EN 14406 – in vigore alla data di stesura del presente lavoro – e applicabile alla tensione nominale di progetto calcolata con i criteri EN 13445-3 nel caso di materiali sufficientemente duttili, è stata modificata nel nuovo standard in fase di approvazione. In particolare la nuova edizione della EN 14406 specifica che l’incremento del 50% sia da computare direttamente sul carico di scostamento dalla proporzionalità nel caso di materiali duttili ma solo quando sia stata svolta un’analisi tensionale tridimensionale agli elementi finiti).
La pressione di progetto, al netto dei coefficienti di sicurezza, può essere quella massima di esplosione Pmax, oppure la pressione ridotta che l’esplosione genera poco prima dell’azionamento dei sistemi di sfogo o dei sistemi di soppressione HRD, definita Pred.
Le combinazioni impiantistiche e costruttive che si possono realizzare sono riportate in Tabella 7.2 in cui si riporta la tipologia di contenimento dell’esplosione, la pressione di progetto e i dispositivi di protezione richiesti.
Tabella 7.2 – Possibili combinazioni impiantistiche e costruttive
| Tipologia di contenimento dell’esplosione | Pressione di progetto | Dispositivi di protezione richiesti |
|---|---|---|
| EPR | Pmax | Non sono richiesti dispositivi di protezione contro le esplosioni |
| EPSR | Pmax | |
| EPR | Pred | Venting |
| EPSR | Pred | Venting |
| EPR | Pred | Soppressione dell’esplosione |
| EPSR | Pred | Soppressione dell’esplosione |
| EPR | Pred | Soppressione dell’esplosione + Venting |
| EPSR | Pred | Soppressione dell’esplosione + Venting |
La soluzione EPSR, pur causando deformazioni residue del contenimento successive all’esplosione, risulta essere economicamente più vantaggiosa rispetto all’EPR soprattutto se il dimensionamento avviene in assenza di sistemi di protezione. L’EPR infatti, essendo maggiormente conservativa, prevede l’utilizzo di spessori maggiori delle membrature, soprattutto nel caso di grandi costruzioni.
La soluzione costruttivamente più economica risulta quindi essere, in molti casi, la combinazione EPSR-Pred-Venting; tutte le altre opzioni richiedono una valutazione approfondita caso per caso. D’altro canto, la combinazione EPR-Pmax è riservata, per questioni sia di costo sia costruttive, alla protezione di contenitori di piccola dimensione.
Infatti, pur essendo possibile realizzare costruzioni dimensionate sulla Pmax fino a 200 m 3 nella maggior parte dei casi tale soluzione si rivela possibile solo per contenimenti inferiori a 50 m3. Con volumi di questa entità, l’incremento di materiale necessario alla costruzione può arrivare al 270% rispetto a contenimenti protetti con venting7. A questo proposito la Norma VDI 2263-3 qualifica come EPSR di classe 9 bar tutti recipienti EPR progettati per pressioni di lavoro pari a 6 bar (il coefficiente 1,5, citato in precedenza, come si vede, è sempre ben presente).
Dato che un’esplosione confinata applica dinamicamente un carico sulle membrature del contenimento, non sempre i calcoli basati sull’assunzione degli effetti statici del carico possiedono vantaggio di sicurezza.
È necessario infatti considerare che l’esplosione possa sollecitare dinamicamente la struttura in prossimità della pulsazione naturale della medesima. È per questo, quindi, che è necessario introdurre un Fattore di Carico Dinamico (DLF, Dynamic Load Factor) che tenga conto di tale sovrasollecitazione.

dove:
| DLF | è il Fattore di Carico Dinamico; |
| Xm | è la deflessione statica che equivale allo spostamento prodotto nel sistema quando il carico di picco è applicato staticamente; |
| Xs | è la massima deflessione dinamica. |
Nel caso di un apparecchio EPSR sfogato con venting, l’esplosione si svilupperà con modalità simili ad un impulso triangolare teorico. La pressione aumenterà fino a quando, raggiunta la Pstat il sistema di protezione si attiva. Successivamente la pressione dell’esplosione crescerà ancora fino alla Pred. È ragionevole attendersi una successiva diminuzione di tipo lineare. La durata complessiva dell’impulso (T) è data dalla seguente equazione:

dove:
| T (e tf) | è la durata dell’impulso dell’esplosione; |
| Pmax | è la massima pressione che si sviluppa in un’esplosione non sfogata; |
| Pred | è la massima pressione che si sviluppa nell’esplosione sfogata; |
| V | è il volume del contenimento; |
| Ae | è l’area della superficie di sfogo. |
In genere la durata totale dell’impulso di esplosione è compresa tra 50 ms (contenitori dei test della capacità di 20 litri) e 2 s nei grandi silos. Come rilevabile in Figura 7.3, esisteranno almeno tre regimi di carico differenti:
-
T ≌ Tn (f ≌ fn): il periodo naturale di vibrazione è circa pari alla durata dell’impulso.La struttura è sollecitata dinamicamente ed il DLF assume il valore massimo;
-
T ≥ Tn (f ≤ fn): il periodo naturale di vibrazione è inferiore alla durata dell’impulso. La struttura vibra con frequenze naturali superiori alla frequenza dell’impulso. Il regime è definito quasi-statico ed il DLF è unitario (T/Tn > 5);
-
T ≤ Tn (f ≥ fn): il periodo naturale di vibrazione è maggiore della durata d’impulso. La struttura risponde con maggiore lentezza alla sollecitazione e vibra più lentamente rispetto alla frequenza d’impulso. Il carico applicato si riduce pressoché linearmente per rapporti T/Tn< 0,5.
Figura 7.3 – Dynamic Load Factor in funzione del rapporto T/Tn
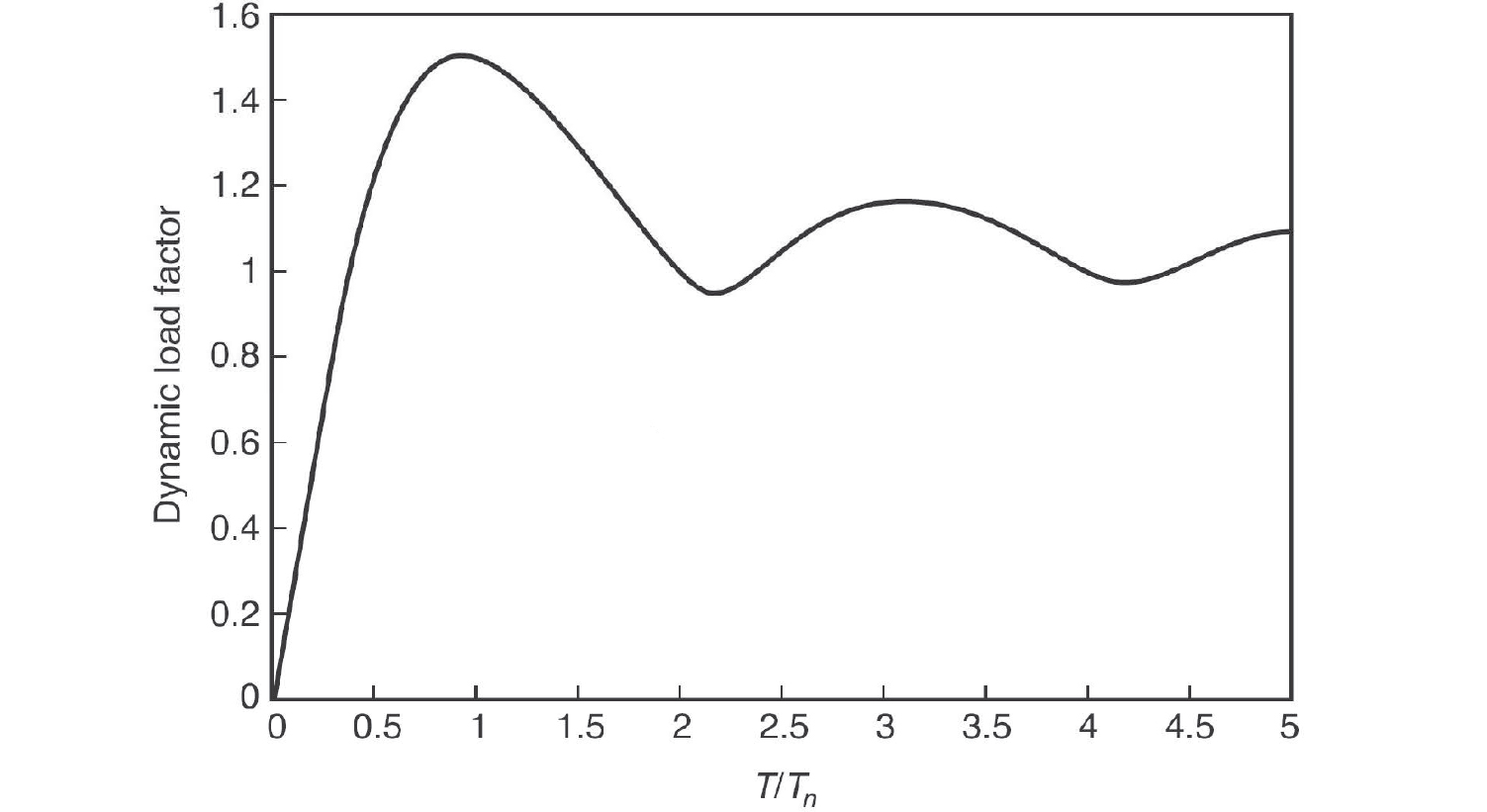
Fonte: NFPA 68
In definitiva, quindi, la pressione di progetto del contenimento sottoposto ad esplosione risulterà pari a:
dove:
| Pespl | è la resistenza del contenimento valutabile con modalità statiche |
| DLF | è il Fattore di Carico Dinamico; |
| Pred | è la pressione massima sviluppata durante l’esplosione sfogata. |
Alla luce di quanto fin qui esposto si può concludere che il calcolo delle strutture sottoposte a pressione interna derivante dall’esplosione può comportare il ricorso ai metodi classici della scienza delle costruzioni nei casi in cui la geometria sia:
-
EPR ed assialsimmetrica;
-
EPR e rinforzata con membrature di cui è nota la resistenza (profili ad L, C, HEA, IPE, ecc.).
Negli altri casi, soprattutto se la geometria prevede la presenza di superfici piane, il calcolo dovrà essere necessariamente realizzato attraverso simulazioni agli elementi finiti che possono richiedere un impegno notevole di risorse sia umane che computazionali (cfr. Figura 7.4).
Un’ulteriore criticità è legata, soprattutto nel calcolo delle strutture EPSR, all’assenza di Normative tecniche che consentano l’assunzione di valori certi nella determinazione della deformazione ammissibile in campo plastico.
Figura 7.4 – Simulazione agli elementi finiti delle tensioni equivalenti di Von Mises in un silos durante un’esplosione sfogata
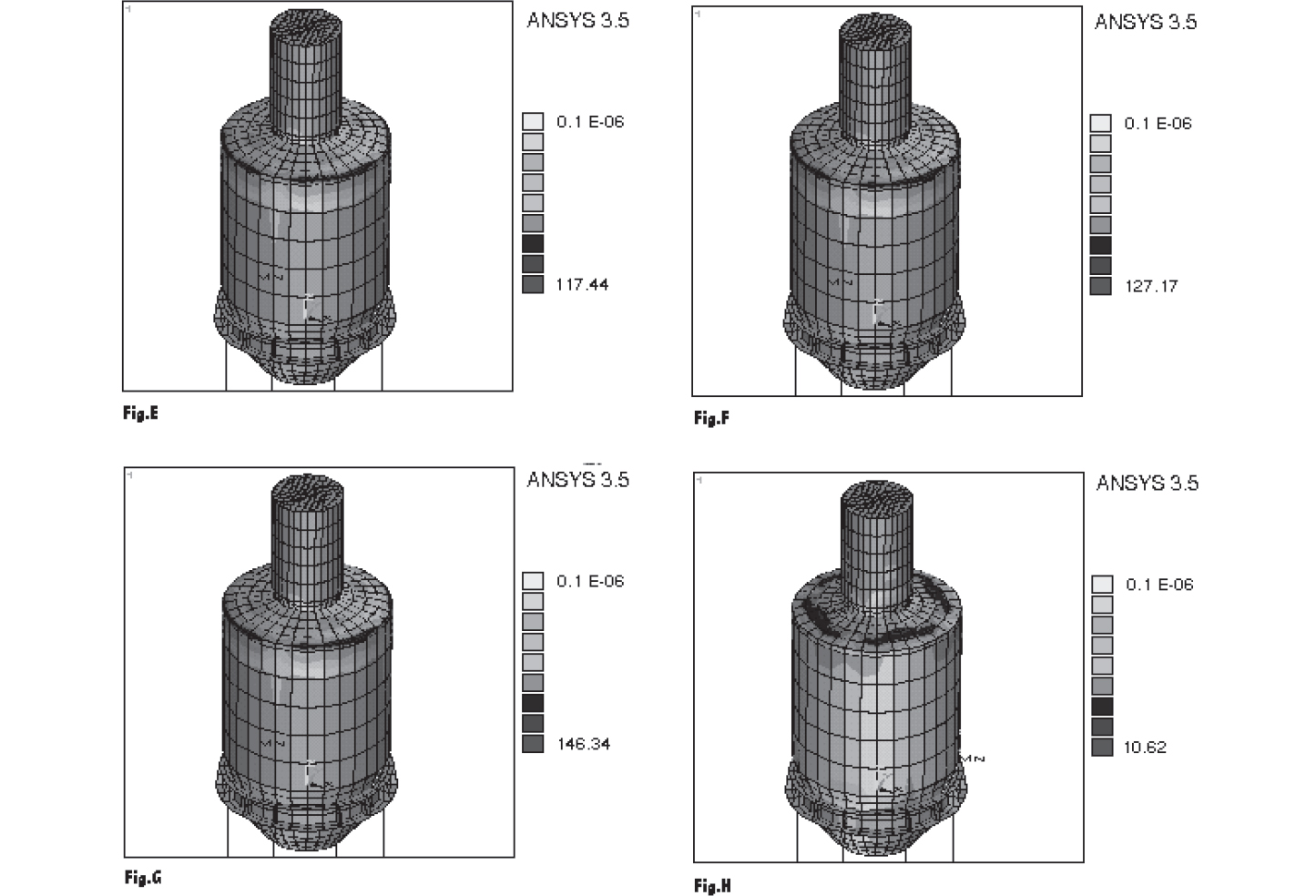
Fonte: Majorana et al., 2000
Le circostanze più comuni di rottura e di deformazione permanente in un’apparecchiatura sono le seguenti:
-
deformazioni plastiche come risultato di sollecitazioni che localmente eccedono il carico di snervamento del materiale;
-
rotture come risultato di sollecitazioni che localmente eccedono il carico di rottura del materiale;
-
rotture a fatica;
-
incompatibilità tra il materiale contenuto e il materiale costituente la struttura di contenimento (corrosione, erosione, stress corrosion cracking);
-
temperature di esercizio inferiori all’intervallo di transizione duttile fragile dell’acciaio.
Gli acciai da costruzione di uso generale e gli acciai austenitici si prestano efficacemente ad essere impiegati nella realizzazione di strutture EPSR, perché presentano un’elevata deformabilità a rottura e un livello di resilienza sufficientemente elevato. In situazioni ambientali particolarmente avverse (es. temperature esterne molto basse), elevate caratteristiche di resistenza meccanica del materiale si possono ottenere con l’utilizzo di speciali acciai da costruzione. In tali materiali è comunque opportuno non superare mai percentuali dello 0.2% carbonio che, oltre a infragilire la lega renderebbero la saldatura difficoltosa. Si consiglia inoltre di evitare l’impiego di materiali speciali come l’acciaio Corten che, possedendo strati di ossido superficiale, potrebbe innescare reazioni di tipo alluminotermico.
Nel caso di recipienti interconnessi contenenti polveri combustibili, se non sono applicate tecniche di isolamento dall’esplosione, si possono generare pressioni molto superiori alla Pmax relativa al recipiente singolo, come già visto nel Capitolo 3; infatti la deflagrazione che ha luogo in un contenitore si propagherà nell’altro lungo la tubazione di collegamento. La velocità di propagazione del fronte di fiamma lungo la tubazione aumenterà proporzionalmente alla lunghezza lineare di quest’ultima passando in poco tempo da un regime di deflagrazione a uno detonante.
Come è evidente dalla Figura 7.5, un’esplosione di polveri di pigmenti organici (Kst = 280 bar∙m/s) in soli 20 m di percorso con una tubazione di 0.4 m di diametro, raggiunge una velocità di circa 400 m/s con pressioni Pmax di circa 5 bar. Se si raddoppia la lunghezza della tubazione (40 m) con lo stesso materiale, la velocità dell’esplosione raggiunge i 2100 m/s, con pressioni massime sviluppate di poco superiori a 20 bar. Si segnala come questi ultimi valori di velocità e pressione si ottengano anche con polvere di alluminio (Kst = 560 bar∙m/s) in soli 20 m di lunghezza.
Figura 7.5 – Esplosioni da polvere in una tubazione di 0,4 m e lunghezza di 20 m e 40 m
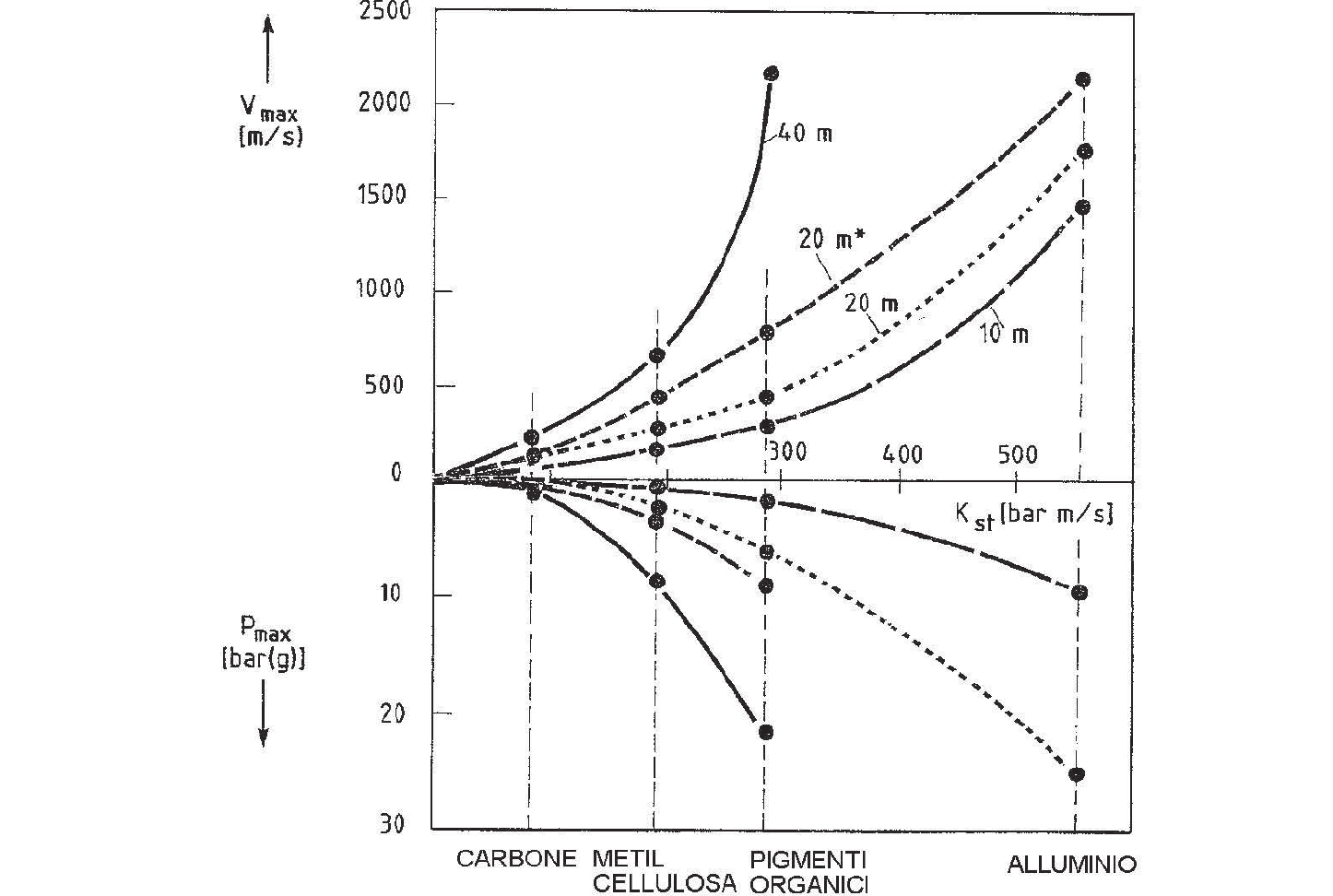
Fonte: Bartknecht, 1996
Dunque, distanze di collegamento sufficientemente elevate creeranno violenti fronti di fiamma in ingresso al contenitore posto a valle. Il risultato sarà un’elevata velocità nella reazione di combustione che determinerà un rilevante incremento della pressione di esplosione Pmax rispetto al valore nominale. A questo, nel caso che il secondo recipiente possieda un volume inferiore al primo, si aggiunge il fenomeno del Pressure Piling. Questo fenomeno è avviato inizialmente dall’incremento di pressione nel contenitore a valle determinata dall’espansione dei gas generati nell’esplosione del contenitore a monte. Quando questa miscela precompressa viene accesa, l’esplosione che risulta a partire da un valore di pressione iniziale elevato determina una pressione massima di esplosione che si dimostra proporzionalmente molto più elevata della comune Pmax.
In conclusione, il livello di pressione generato dal Pressure Piling dipenderà da molti fattori, tra i quali il rapporto tra i volumi dei recipienti e le dimensioni relative del contenitore rispetto al diametro della tubazione.
Per evitare tale tipologia di esplosioni, una corretta progettazione deve quindi prevedere, sia per recipienti semplici sia per recipienti interconnessi, le seguenti fasi:
-
definizione della pressione di progetto;
-
definizione della temperatura di progetto;
-
definizione delle proprietà meccaniche dei materiali;
-
identificazione dei fattori di sicurezza;
-
progettazione strutturale (spessori, flange, aperture, collegamenti) secondo il modello di calcolo più appropriato (modello a membrane, criteri dettati dalle linee guida IChemE, Norme EN 13445, EN 14460, VDI 2263, VDI 2263-3, NFPA 69);
-
progettazione degli eventuali sistemi aggiuntivi di sicurezza (venting, soppressione dell’esplosione);
-
classificazione delle zone e scelta conseguente della categoria e del modo di protezione dei dispositivi elettrici e non elettrici installati.
Se la progettazione ha inizio dalla determinazione della pressione di progetto (Pmax o Pred), è importante specificare le modalità di calcolo nei due casi di seguito elencati:
-
recipienti non interconnessi;
-
recipienti interconnessi.
La pressione relativa di progetto P del recipiente non interconnesso da proteggere è fornita, al netto dei coefficienti di sicurezza, dalla massima pressione assoluta di esplosione Pmax o dalla pressione assoluta che si genera poco prima dell’azionamento dei dispositivi di sfogo definita Pred, si ha pertanto, considerando le pressioni assolute, rispettivamente:
Tuttavia va detto che la determinazione della pressione iniziale assoluta Pv, presente all’interno del contenitore, va considerata solo nei casi in cui essa sia inferiore a 0,9 bar o superiore a 1,1 bar rispetto alla pressione ambiente assoluta P0 pari a 1 bar. Si ha quindi:


Le equazioni precedenti sono valide solo se la pressione assoluta Pv soddisfa la seguente condizione:
In ogni caso, il Titolo XI, D.Lgs. n. 81/2008 specifica che le ATEX ricadenti nel campo di applicazione della direttiva sono solo quelle che si generano partendo da condizioni di pressione atmosferiche.
Per chiarire meglio gli aspetti di calcolo, può risultare utile ricorrere a due casi esemplificativi, il primo riferito a un sistema di trasporto pneumatico, il secondo a un filtro in depressione. In entrambi i casi i recipienti non sono interconnessi.
Si consideri, come primo esempio, un sistema di trasporto pneumatico che pressurizzi il contenitore finale a una pressione assoluta Pv pari a 1,5 bar (0,5 bar relativi). Se la polvere trasportata è di metilmetacrilato, può sviluppare durante l’esplosione pressioni massime assolute Pmax pari a 8,6 bar. Si vuole conoscere il valore della pressione di progetto. La soluzione è la seguente:

Come secondo caso esemplificativo ipotizziamo il funzionamento di un filtro in depressione nel quale sia presente una pressione assoluta Pv pari a 0,7 bar (-0,3 bar relativi). Si vuole determinare il valore della pressione di progetto ipotizzando la deflagrazione di polvere di alluminio avente Pmax pari a 12,4 bar. Il valore cercato si ottiene come di seguito indicato:

Il caso di recipienti interconnessi risulta più articolato come trattazione rispetto al recipiente singolo. In questo caso faremo riferimento a quanto previsto espressamente dalla Norma EN 14491, relativa al dimensionamento dei sistemi di sfogo delle esplosioni. Essa ammette la presenza di recipienti interconnessi e non isolati attraverso dispositivi di sezionamento nei soli casi in cui la tubazione di collegamento possieda un diametro nominale inferiore a 300 mm e una lunghezza massima di 6 m. In queste ipotesi l’assenza di isolamento di protezione è accettabile se, in presenza di sistemi di sfogo con bassa pressione di attivazione statica (Pstat ≤ 0,2 bar), si verificano le seguenti condizioni:
-
entrambi i recipienti possiedono la medesima dimensione (=la differenza tra loro non deve essere maggiore del 10%) e devono essere dotati di superfici di minima resistenza non inferiori a quelli calcolati con le equazioni generali previste dalla Norma (non si applicano quindi le semplificazioni previste dall’art. 5.3, Special Dust Cloud Condition);
-
i recipienti di differente dimensione collegati tra loro devono possedere superfici di minima resistenza che consentano soddisfare la condizione Pred,max ≤ 1 bar. La pressione di progetto (Pf) deve essere assunta non minore di 2 bar (=coefficiente di sicurezza pari ad almeno 2);
-
se il contenimento di volume inferiore non può essere sfogato, allora esso deve essere dimensionato per resistere alla massima pressione di esplosione (Pmax, circa 8-10 bar in funzione della polvere specifica) e la superficie di minima resistenza del contenimento maggiore dovrà essere raddoppiata. La protezione con sistemi di sfogo non può essere utilizzata se il contenimento maggiore non può essere sfogato con queste modalità.
Altre modalità di collegamento in assenza di isolamento sono riportate all’art. 5.4.3, EN 14491 al quale si rimanda per ulteriori approfondimenti.
7.3.1 La progettazione delle strutture EPR/EPSR
Come si è potuto rilevare attraverso le descrizioni condotte in precedenza, i criteri progettuali che portano alla determinazione delle caratteristiche strutturali sono la EPR e la EPSR. La Norma EN 14460 prevede due approcci diversi alla progettazione. Essa stabilisce infatti che, mentre le strutture EPR devono essere progettate secondo la Norma EN 13445, le EPSR possono essere progettate oltre che con la EN 13445 anche secondo altre linee guida, purché riportino esperienze e test di verifica. L’obiettivo di tale scelta è quello di slegare la progettazione delle strutture “leggere” EPSR dalla Norma EN 13445, sicuramente completa ed esaustiva, ma concepita per il calcolo dei recipienti in pressione.
Si possono pertanto ipotizzare due seguenti due approcci alla progettazione:
-
EPR: massima tensione ammissibile;
-
EPSR: massima deformazione plastica ammissibile.
7.3.2 I materiali utilizzabili e le loro resistenze di progetto
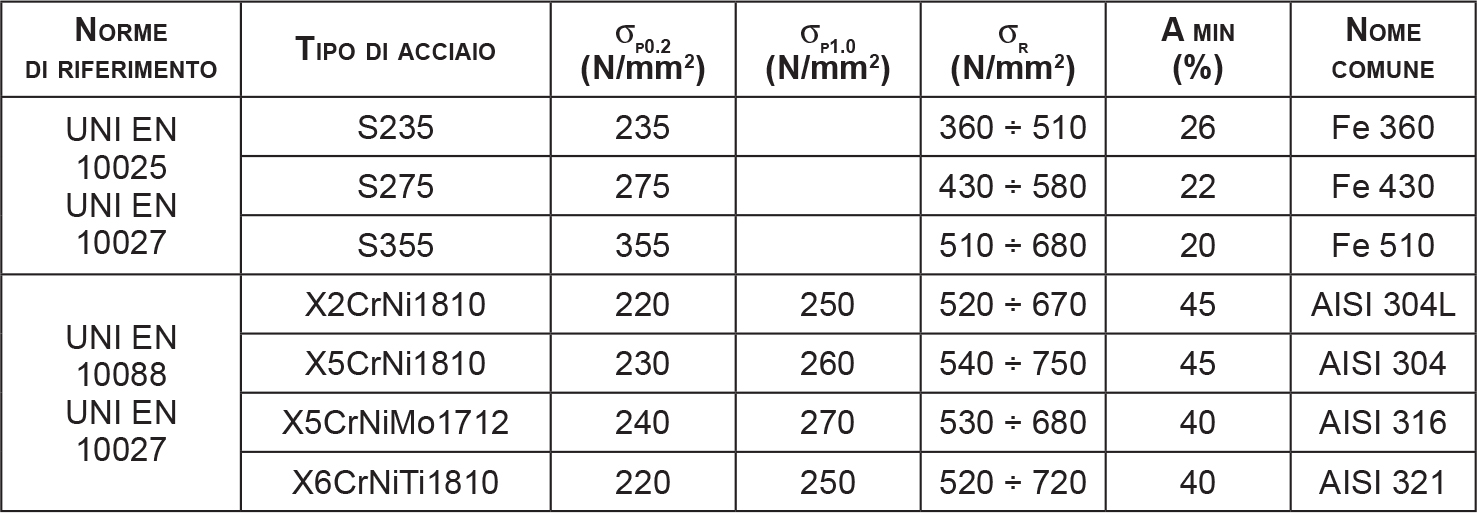
Il presente paragrafo illustra le caratteristiche di resistenza dei materiali da costruzione maggiormente utilizzati (Tabella 7.3). In luogo dello snervamento si riporta l’indicazione del carico di scostamento dalla proporzionalità allo 0.2% (σp0.2).
Tabella 7.3 – Caratteristiche di resistenza di alcuni acciai di comune impiego
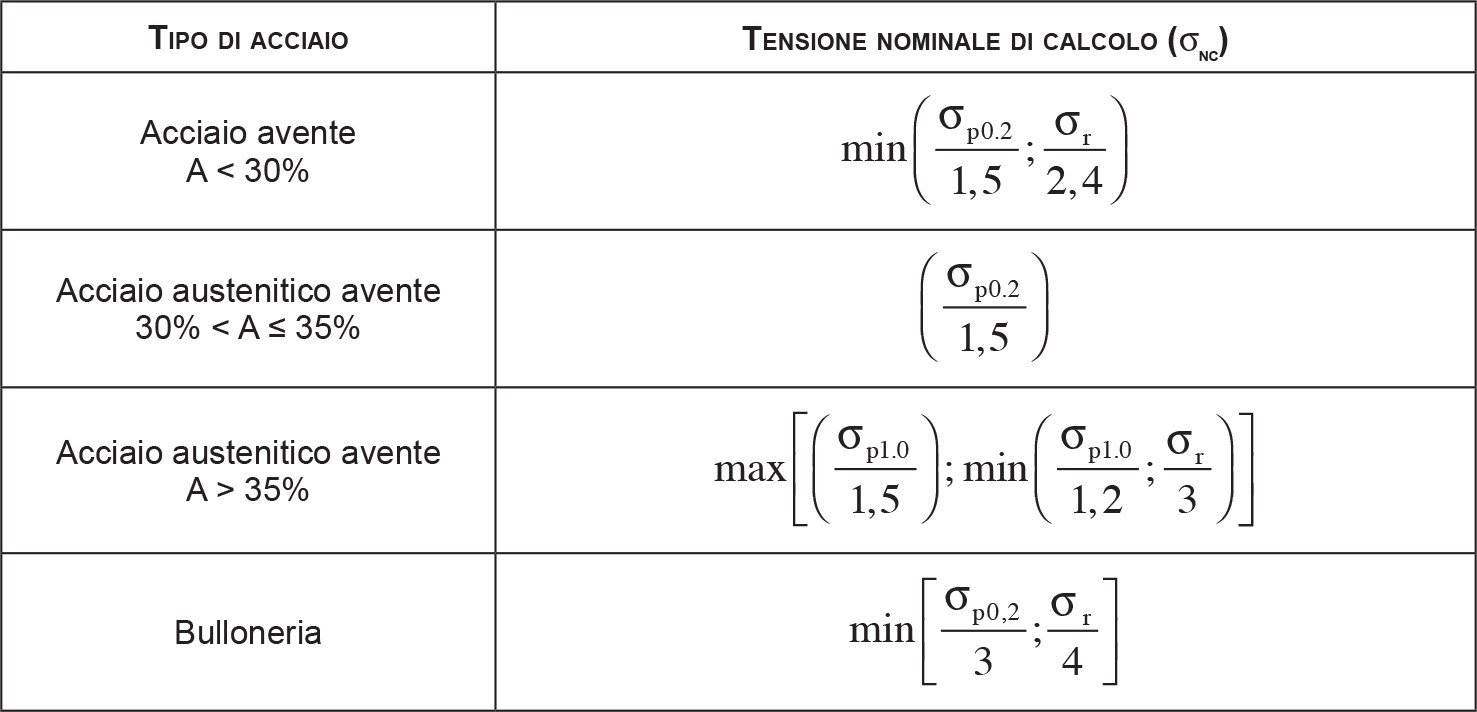
Le tensioni nominali di calcolo (σnc) riportata in EN 13445-3 si riepilogano in Tabella 7.4.
Tabella 7.4 – Tensioni nominali di calcolo – σnc (EN 13445-3)
7.3.3 Analisi e progetto delle strutture
L’analisi e la progettazione delle strutture costituisce un aspetto di fondamentale importanza nella protezione contro l’esplosione. Sono possibili, a questo proposito, due approcci diversi alla progettazione:
-
partendo infatti dalla pressione di progetto Pmax si possono calcolare le conseguenti sezioni resistenti necessarie a sopportare interamente la violenza della deflagrazione;
-
iniziando invece l’analisi dalla geometria data della struttura, comprensiva degli spessori resistenti, si perverrà all’individuazione della Pred; quest’ultimo parametro risulta di fondamentale importanza per il calcolo dei dispositivi di sfogo dell’esplosione o di soppressione dell’esplosione.
Ci si propone nel seguito del Capitolo di fornire gli strumenti base per una corretta stima dei parametri di progetto utili in strutture differenti, dato che la progettazione dei vari dispositivi di protezione (venting, soppressori dell’esplosione) necessita di tali parametri per poter essere realizzata.
A questo fine si utilizzeranno le modellazioni classiche della teoria delle membrane (Young, 1989). Questo metodo sarà integrato, ove necessario, con gli strumenti forniti dalle linee guida IChemE e dalla Norma armonizzata EN 13445.
In particolare, verranno illustrate le proprietà di resistenza di comuni forme geometriche che si incontrano nella pratica industriale; la resistenza del manufatto sarà ottenuta dall’assemblaggio di tali semplici geometrie secondo metodologie che ci si propone nel seguito di evidenziare.
Si assume preliminarmente che la pressione di esplosione abbia gli stessi effetti di una pressione statica interna uniforme e statica (ipotesi di carico quasi-statico con T ≥ Tn e f ≤ fn). Non vengono inoltre considerati gli effetti di eventuali forme di corrosione o erosione che potrebbero pregiudicare la resistenza del materiale in servizio.
Il parametro fondamentale di calcolo che si ottiene è definito pressione di progetto Pf, che rappresenta la massima pressione a cui la struttura può resistere con livelli di deformazione plastica accettabili. Tale pressione viene poi limitata con opportuni coefficienti di riduzione che tengono in considerazione i modi di assemblaggio strutturale con saldature. Si specifica inoltre che, i valori di pressione indicati sono sempre relativi alla pressione atmosferica. La Pred,max si ottiene pertanto dalla seguente equazione:

dove:
| Pf | è la pressione di progetto; |
| Fq | è il fattore di riduzione connesso alla saldatura utilizzata; |
| Ft | è il fattore di riduzione connesso allo spessore della lamiera; |
| Fr | è il coefficiente di sicurezza sulla Pred,max. |
Nel caso in cui le strutture non possano essere schematizzate con l’ausilio dei modelli che saranno proposti (es. carcasse di ventilatori, valvole rotative), si dovrà necessariamente ricorrere ad un’approfondita modellazione e analisi agli elementi finiti.
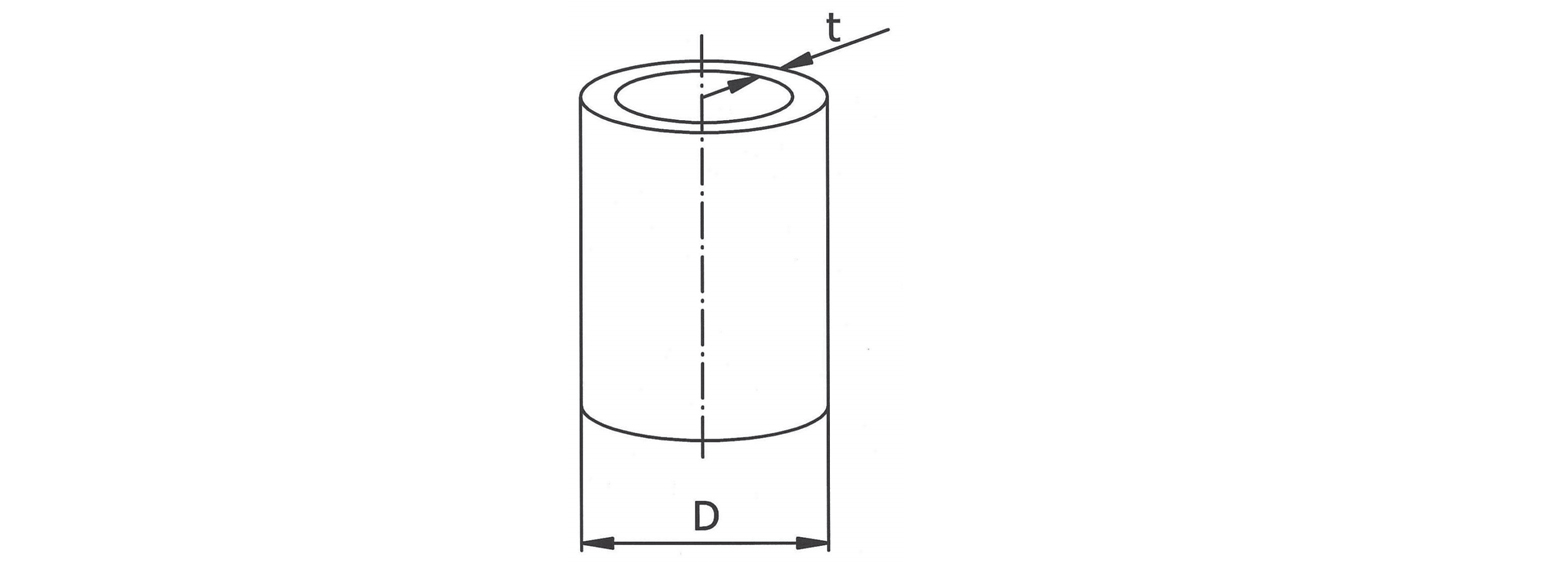
7.3.3.1 Cilindro
Nel caso in cui ci si trovi in presenza di una forma cilindrica, l’equazione che permette il calcolo della Pf deriva direttamente dalla scienza delle costruzioni applicata alle membrane.

dove:
| t | è lo spessore (mm); |
| σadm | è la tensione ammissibile riferita alla componente tangenziale (N/mm2); |
| D | è il diametro (mm); |
| Fs | è il fattore di sicurezza. |
I limiti delle variabili in ingresso sono i seguenti:
| D/t | compreso tra 100 e 1000; |
| t | compreso tra 0,5 e 10 mm; |
Fs ≥ 1.
Figura 7.6 – Parametri geometrici del cilindro
Per rendere maggiormente chiara l’applicabilità di tali principi, può essere utile lo studio del seguente esempio.
Si determini la pressione Pred del recipiente di stoccaggio intermedio polveri avente le seguenti caratteristiche:
D = 1500 mm;
L = 4000 mm;
t = 1,5 mm;
σadm = 275 N/mm2;
Fs = 1.
Inoltre, la saldatura è di testa longitudinale a completa penetrazione e di classe I. A par-tire da tali elementi, attraverso l’equazione segue che:

Assumendo un coefficiente di sicurezza Fr = 1,5 si ottiene il seguente valore di Pred,max:

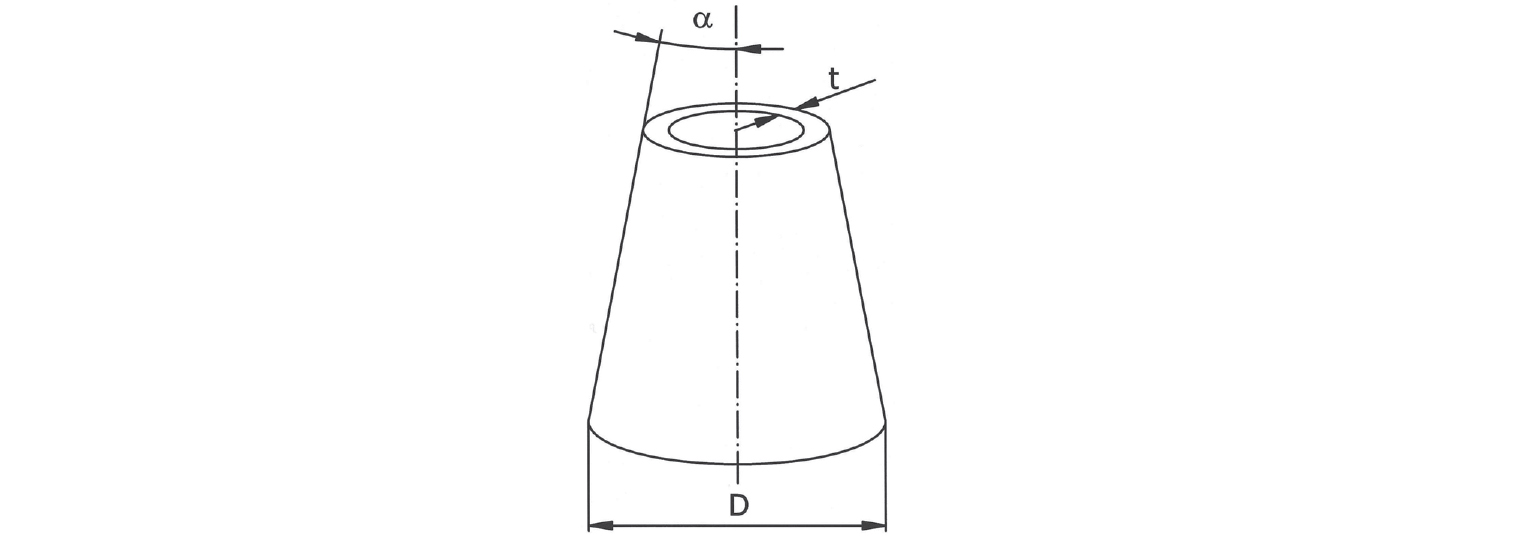
7.3.3.2 Cono
L’equazione che permette il calcolo della Pf in una forma conica deriva direttamente dalla scienza delle costruzioni applicata alle membrane:

dove:
| t | è lo spessore (mm); |
| σadm | è la tensione ammissibile (N/mm2); |
| Dmax | è il diametro massimo del tronco di cono (mm); |
| Fs | è il fattore di sicurezza. |
I limiti delle variabili in ingresso sono i seguenti:
| Dmax/t | compreso tra 100 e 1000; |
| t | compreso tra 0,5 e 10 mm; |
Fs ≥ 1.
Figura 7.7 – Parametri geometrici del tronco di cono
Nel caso in cui si presenti un collegamento tra cilindro e cono sarà necessario aumentare lo spessore nella zona di giunzione così come indicato nel paragrafo seguente.
7.3.3.3 Giunzioni tra cilindro e cono
I recipienti sottoposti al rischio di esplosione che di norma possiedono forma circolare nascono dall’assemblaggio tra forme semplici, come quelle illustrate nei paragrafi precedenti. In realtà, nella zona di connessione le deformazioni tra forme diverse non sono congruenti e quindi possono produrre variazione delle condizioni al contorno (previste dalla teoria delle membrane) provocando la nascita di sollecitazioni flessionali. Tali sollecitazioni, a causa della limitata rigidezza delle membrane stesse, creano tensioni non previste dalla teoria delle singole forme semplici. D’altro canto il calcolo delle tensioni appare di una certa complessità8; pertanto ci si limiterà a individuare, con l’ausilio della Norma armonizzata EN 13445, i soli spessori di irrigidimento in conformità alla seguente Figura 7.8.
Figura 7.8 – Irrigidimento alla giunzione tra recipiente cilindrico e conico
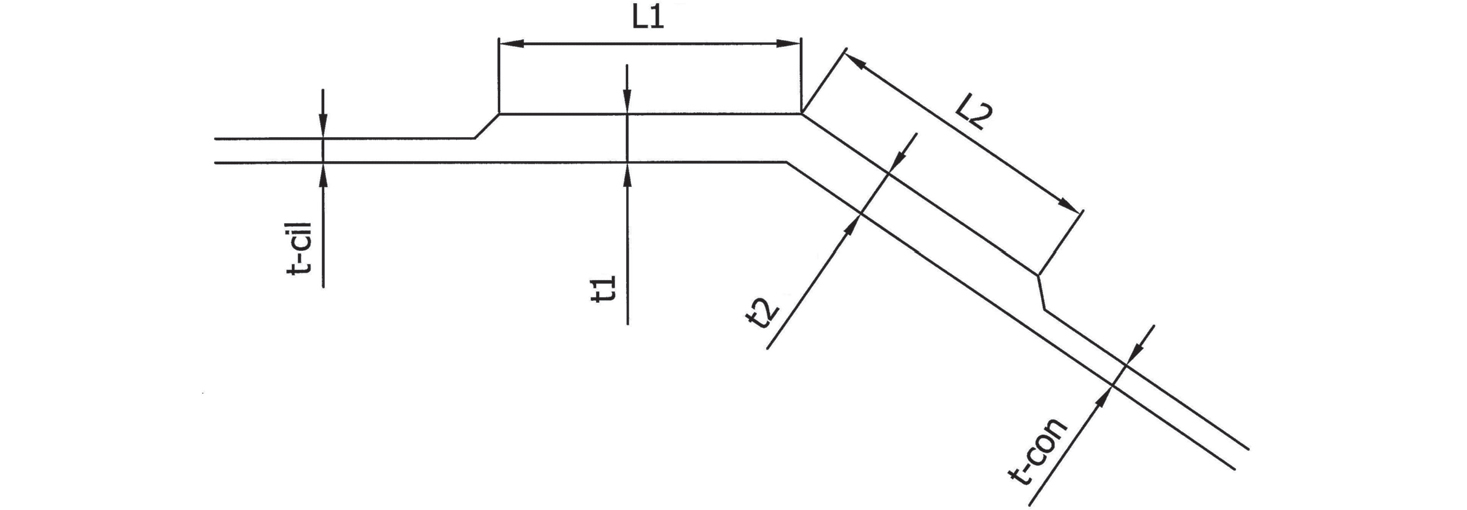
Lo spessore di irrigidimento t1 e t2 si ottiene con un calcolo iterativo tra le due equazioni seguenti. Si ha pertanto:

dove:
| Pf | deriva dal calcolo dei singoli elementi (N/mm2); |
| D | è il diametro del recipiente nella zona di intersezione cono-cilindro (mm); |
| tj | è lo spessore di iterazione (mm); |
| β | è un parametro di calcolo; |
| σadm | è la tensione ammissibile (N/mm2). |
Il risultato tj può essere considerato accettabile solo quando il valore dato dall’eq. 7.13 risulta maggiore di quello immesso nell’eq. 7.21. Lo spessore di irrigidimento del cilindro (t1) dovrà soddisfare contemporaneamente le seguenti condizioni:

mentre lo spessore di irrigidimento del cono (t2) dovrà soddisfare contemporaneamente le seguenti condizioni:

Le lunghezze minime del tratto di irrigidimento, in vantaggio di sicurezza, saranno dunque date dalle seguenti equazioni:

e

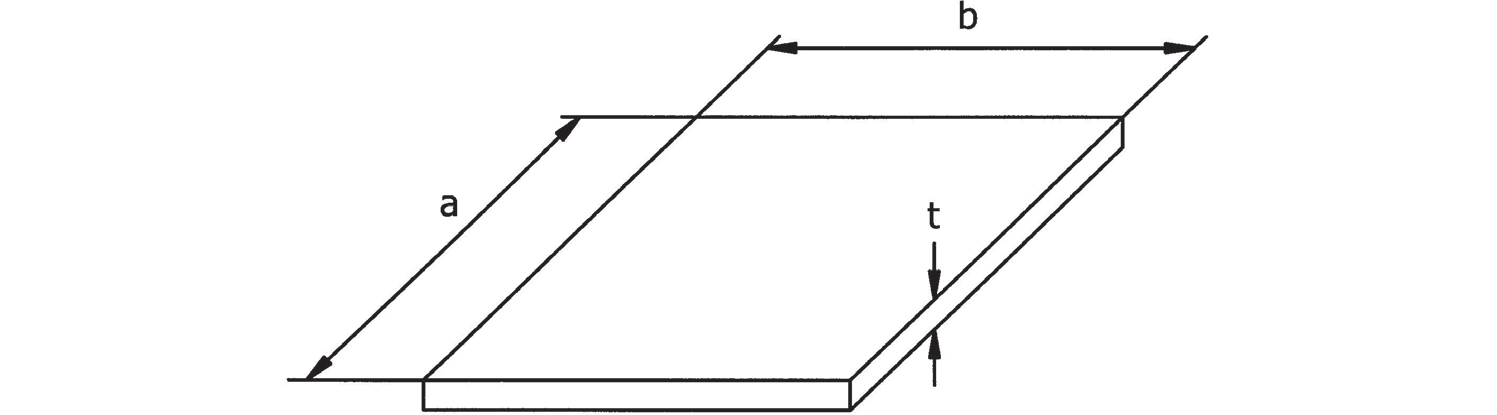
7.3.3.4 Lamiera sottile rettangolare piana
Molti componenti presenti nell’impiantistica industriale risultano spesso assimilabili a parallelepipedi di contenimento. E la resistenza di tali strutture deriva dalla resistenza delle singole lamiere sottili vincolate. L’equazione che permette il calcolo della Pf in una lamiera è sviluppata grazie ad un’analisi non lineare agli elementi finiti (IChemE, 2000). Facendo riferimento alla Figura 7.9 si ottiene, per una lamiera piana interamente vincolata con saldatura ai bordi:

dove:
| t | è lo spessore (mm); |
| σs | è la tensione di snervamento (N/mm2); |
| Dmax | è il diametro massimo del tronco di cono (mm); |
| Fs | è il fattore di sicurezza; |
| a | è il lato maggiore della lamiera (mm); |
| b | è il lato minore della lamiera (mm); |
| ε | è la massima deformazione locale; |
| E | è il modulo di elasticità (per acciaio pari a 210000 N/mm2). |
e con:

I limiti delle variabili in ingresso sono i seguenti:
σs compreso tra 100 e 400 N/mm2;
b/t compreso tra 100 e 1000;
b/a ≤ 1;
t compreso tra 0,5 e 10 mm;
ε ≤ 0,04;
Fs ≥ 1.
Nel caso particolare di una lamiera a geometria quadrata (a = b) la freccia massima di flessione risulta pari a:

dove δ è la freccia massima espressa in (mm).
Figura 7.9 – Parametri geometrici di una lamiera piana
7.3.3.5 Saldatura, fattori di riduzione secondo IChemE
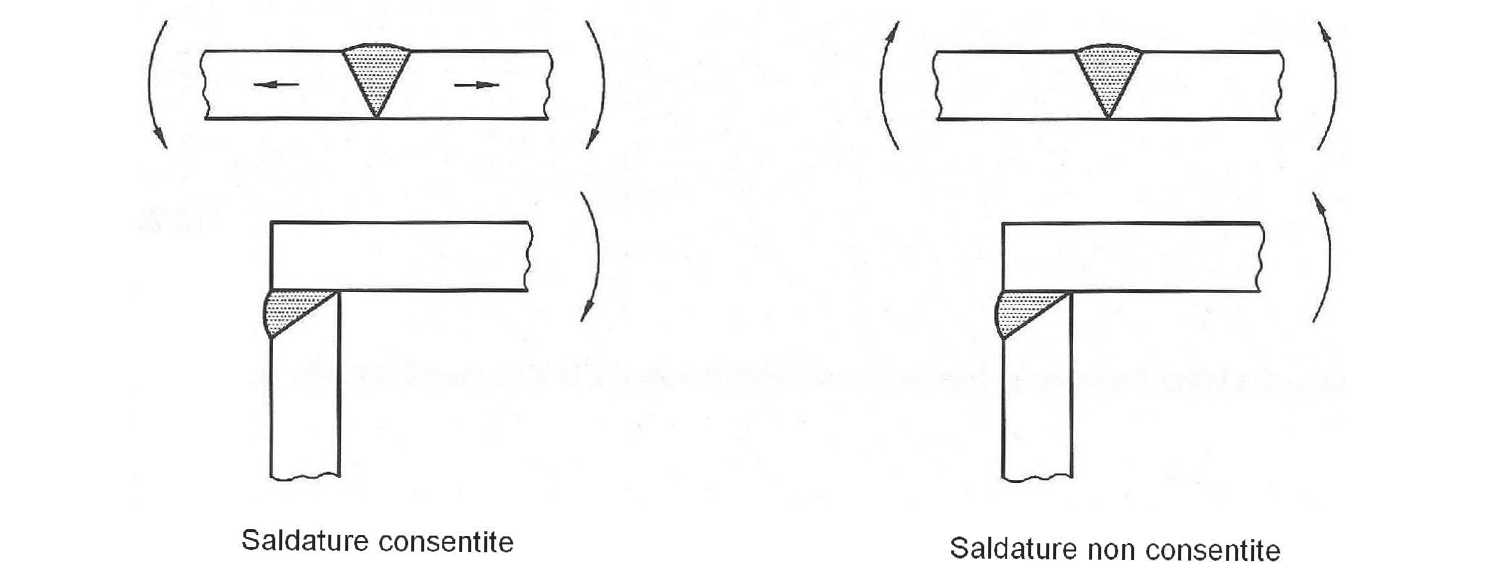
Relativamente alle saldature, due elementi vanno posti in evidenza: in primo luogo il fatto che le saldature senza ripresa devono essere, per quanto possibile evitate. In secondo luogo i giunti saldati dovranno essere a completa penetrazione e di classe I. Il progetto di Norma armonizzata EN 14460 suggerisce alcune forme di saldature corrette ed evidenzia le tipologie di giunto di saldatura non permesse (Figura 7.10).
Figura 7.10 – Esempi di saldature permesse e non permesse (EN 14460)
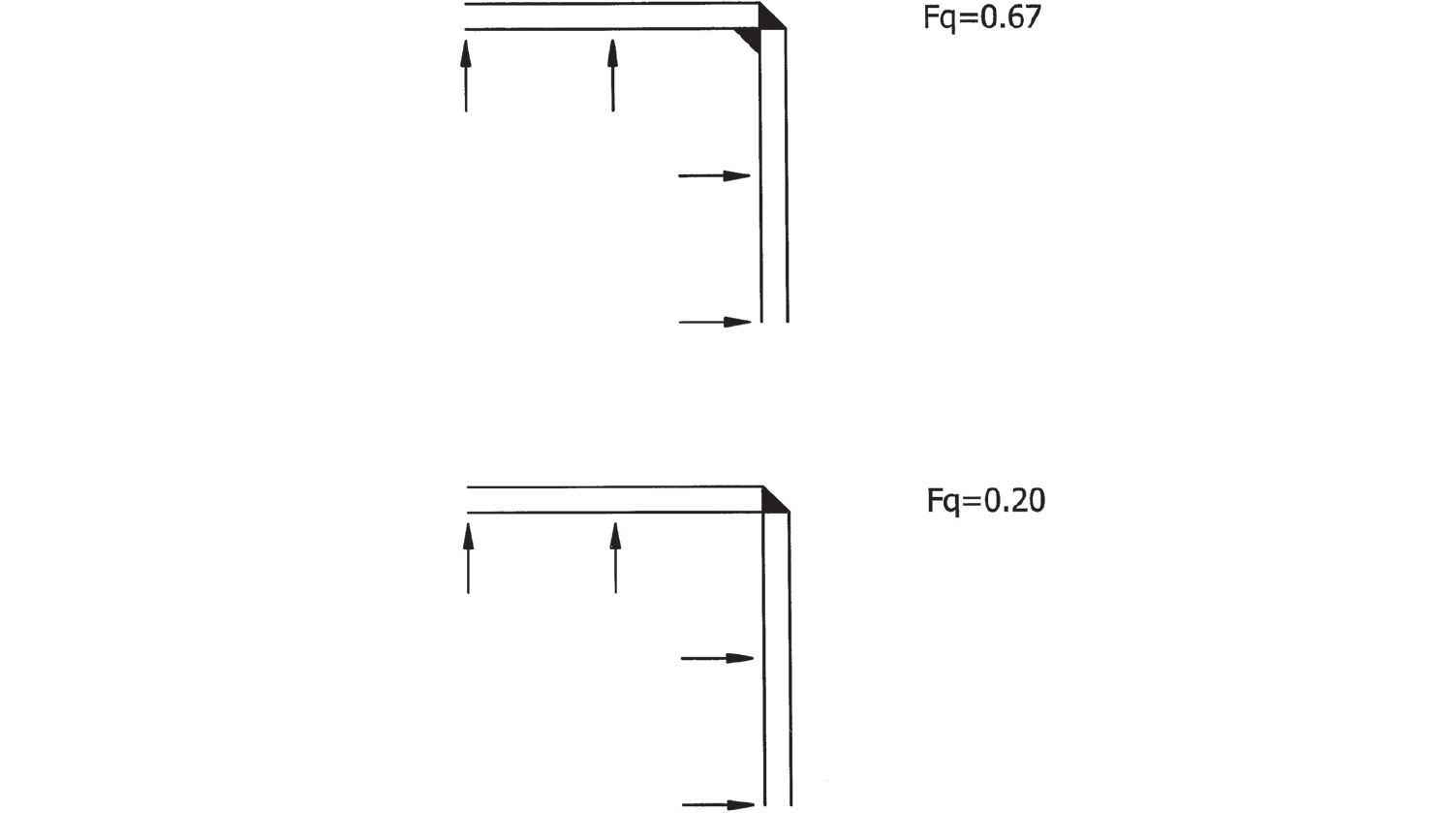
Il collegamento saldato, durante le dinamiche esplosive, rappresenta in ogni caso un punto di minor resistenza del recipiente; a tal proposito quindi si introduce un fattore di riduzione Fq nell’eq. 7.9 determinabile con i criteri indicati in Figura 7.11. Una giunzione di testa in un recipiente cilindrico diminuisce la pressione massima alla quale può resistere il contenitore di circa 1/3 del valore nominale. La riduzione di resistenza può raggiungere anche l’80% nel caso di giunzione a sovrapposizione geometricamente sfavorite.
Figura 7.11 – Fattore di riduzione di resistenza in funzione della geometria della saldatura per recipienti cilindrici
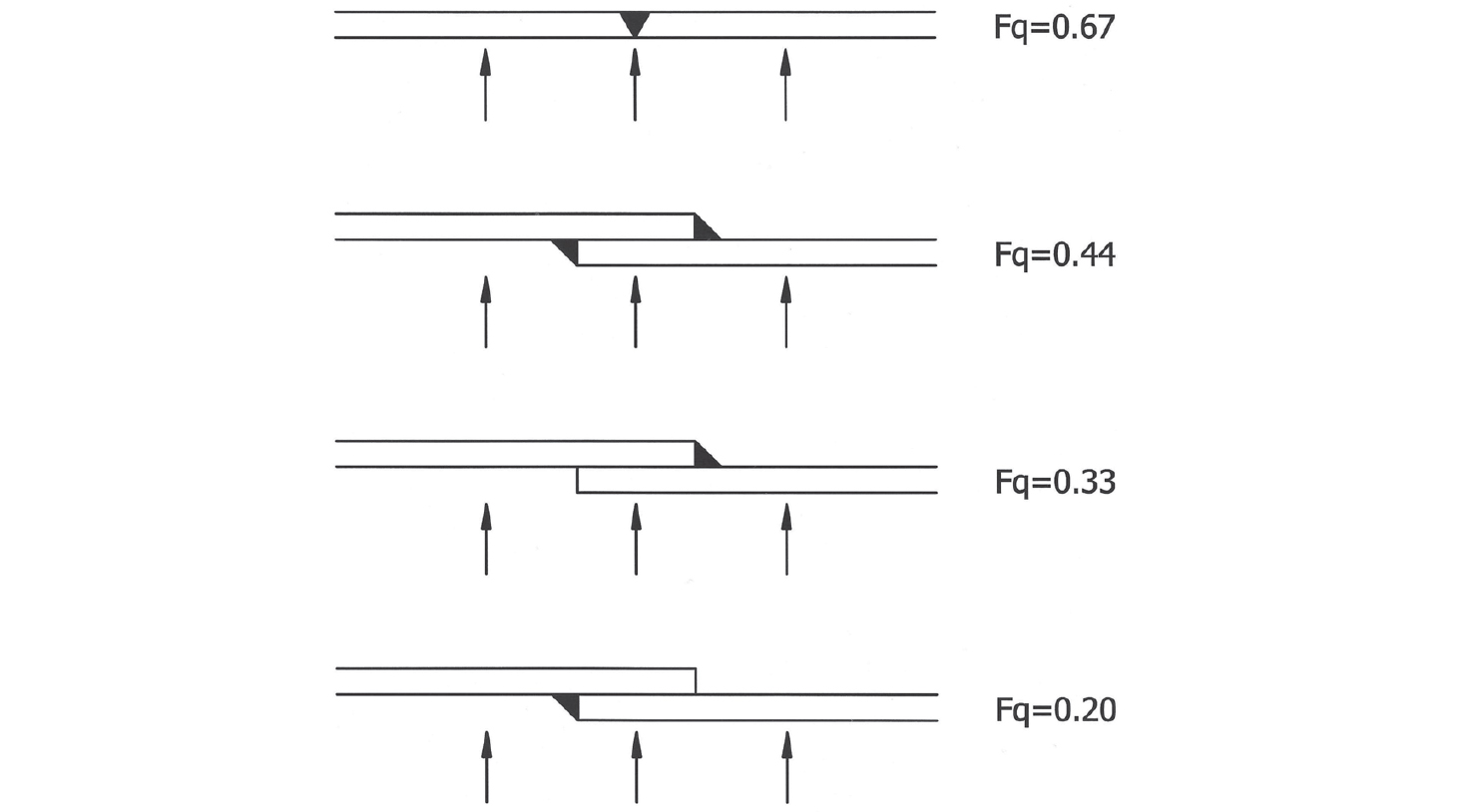
Fonte: IChemE, 2000
I fattori Fq per saldature ad angolo sono riportati in Figura 7.12. Si nota una efficacia estremamente ridotta nelle saldature d’angolo senza ripresa (riduzione dell’80% della resistenza nominale).
Figura 7.12 – Fattore di riduzione di resistenza per saldature d’angolo
Fonte: IChemE, 2000
La metodologia di calcolo che è stata illustrata, si applica a lamiere con spessore compreso tra 0,5 e 10 mm. Per lamiere con spessore compreso tra 0,5 e 3 mm si applica, alla saldatura, un fattore di incremento di resistenza Ft, (Tabella 7.5), che permette di tenere conto dell’effetto scala. Spessori di lamiera pari a 0,5 mm causano infatti un incremento della resistenza rispetto al valore nominale pari al 30%, incremento che si riduce al 10% per spessori di 1,5 mm e si annulla, per spessori maggiori o uguali a 3 mm.
Tabella 7.5 – Fattore di incremento di resistenza della lamiera
| Spessore lamiera (mm) | Ft |
|---|---|
| 0,5 | 1,30 |
| 1,0 | 1,17 |
| 1,5 | 1,10 |
| 2,0 | 1,06 |
| 2,5 | 1,03 |
| ≥ 3,0 | 1,00 |
Fonte: IChemE, 2000
7.3.3.6 Valori tipici della pressione di progetto (FM Global, INERIS)
Per i calcoli delle superfici di sfogo in contenimenti di cui non siano noti i parametri di resistenza, si può ricorrere all’assunzione dei seguenti valori di Pred,max, suggeriti da FM Global (Data Sheets n. 7-76, gennaio 2012). Tali criteri si assumono validi per apparecchi la cui struttura sia costruita ed assemblata secondo i criteri correnti dell’impiantistica industriale, con l’assunto che la struttura sia di tipo EPSR e manifesti, quindi, una deformazione plastica residua del contenimento sottoposto ad esplosione interna.
-
recipienti a forma di parallelepipedo, non rinforzato: 0,2 bar(g);
-
recipienti a forma cilindrica o di parallelepipedo rinforzato: 0,3 bar(g).
Nel caso di contenimenti EPR, sarà necessario procedere al calcolo analitico della resistenza di progetto oppure assumere un valore pari alla metà di quello indicato per strutture EPSR.
In questo ambito anche l’INERIS francese suggerisce alcuni parametri di resistenza delle strutture di contenimento polveri (INERIS, 2005) che di seguito riportiamo:
-
Pareti di cellule di silos in cemento armato: 0,15 ÷ 1 bar(g);
-
Tetto di cellule di silos in cemento armato: 0,1 ÷ 0,4 bar(g);
-
Pareti di cellule di silos in acciaio: 0,3 ÷ 1 bar(g);
-
Tetto di cellule di silos in acciaio: 0,1 ÷ 0,2 bar(g);
-
Torre di manutenzione in cemento armato: 0,1 ÷ 0,3 bar(g);
-
Torre di manutenzione a palancole: 0,3 ÷ 1 bar(g);
-
Laterizi: 0,1 ÷ 0,3 bar(g).
Maggiori dettagli sono rinvenibili nelle pubblicazioni citate.
7.4 Lo sfogo dell’esplosione
Lo sfogo dell’esplosione rappresenta una fondamentale misura di protezione e consiste nel prevedere l’installazione di una o più aperture di decompressione che, in occasione dell’esplosione, cederanno proteggendo l’intera struttura da effetti distruttivi ben più rilevanti (Figura 7.13). In generale lo sfogo della pressione può essere applicata in molte tipologie di casi tra i quali:
-
esplosione in contenimenti di ATEX dovute a polveri combustibili;
-
esplosione in contenimenti di ATEX dovute a gas, vapori e nebbie;
-
rapide reazioni di decomposizione o reazioni di conversione di sostanze gassose;
-
reazioni fuggitive di miscele;
-
rapide reazioni di decomposizione o reazioni di conversione di sostanze liquide o solide.
Noi ci occuperemo dei soli primi due casi, con particolare attenzione alle polveri combustibili, dato che gli ultimi tre non necessariamente determinano un’esplosione e riguardano più propriamente il campo di applicazione della direttiva PED.
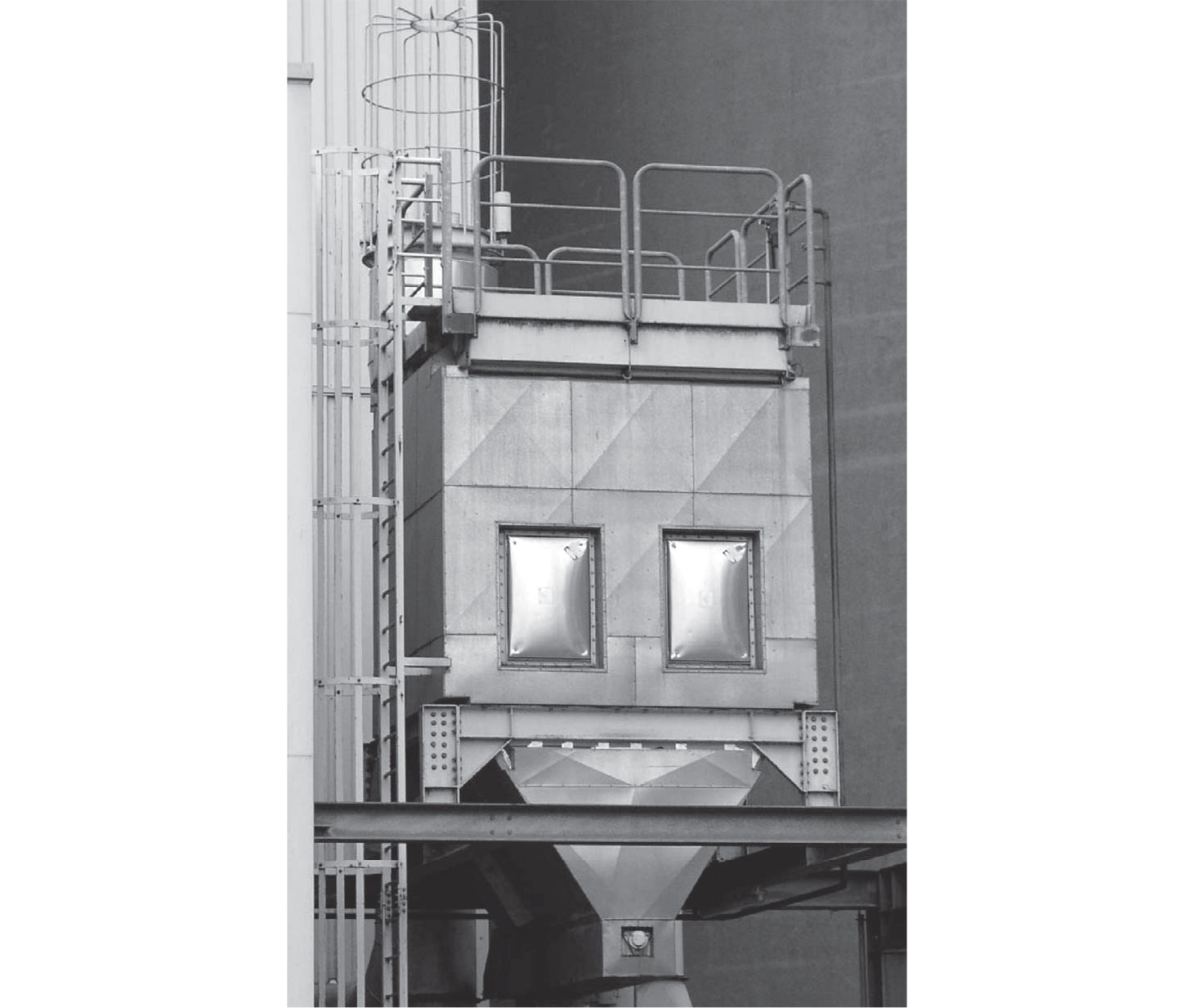
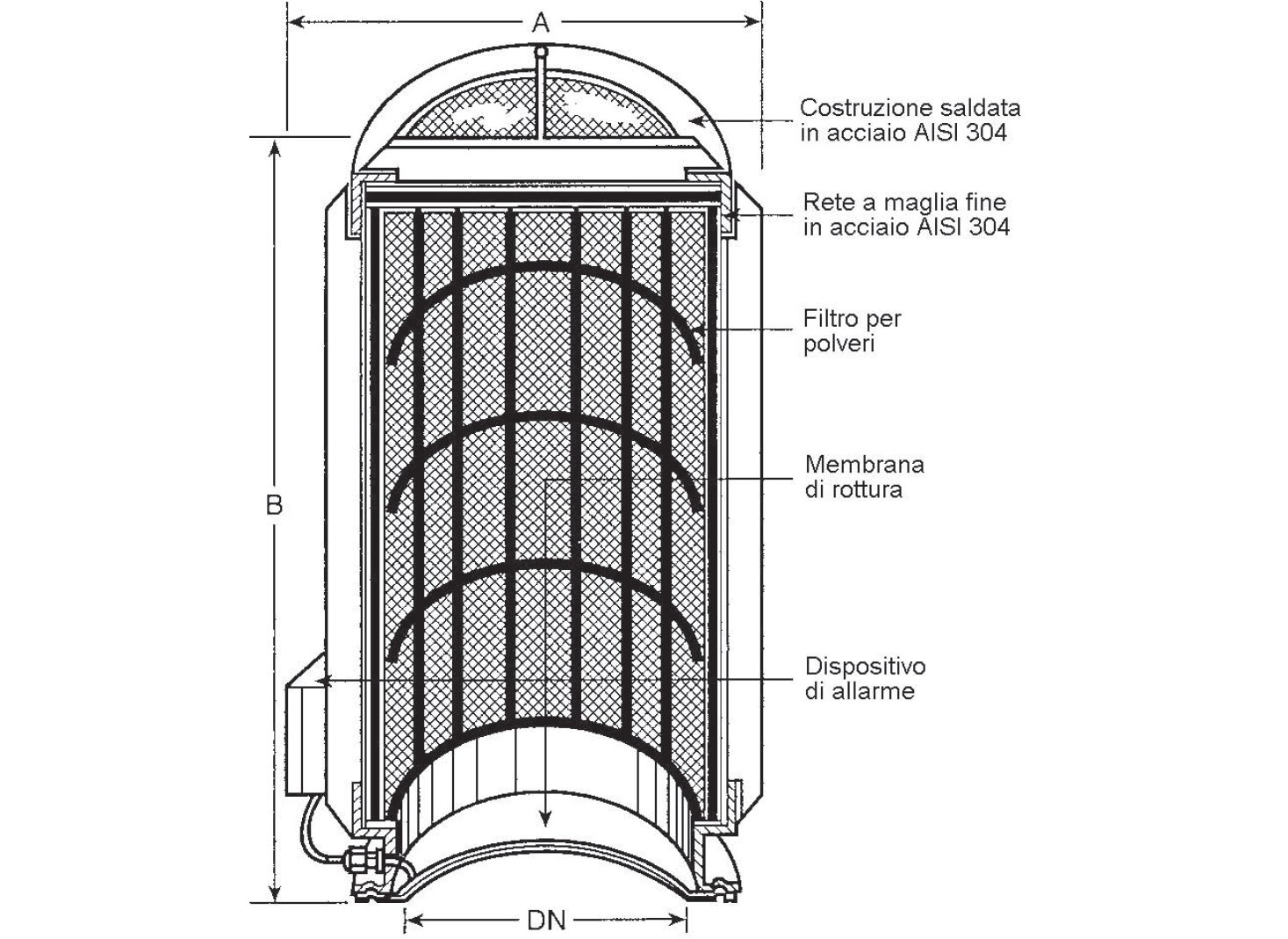
Figura 7.13 – Sottostazione di filtraggio protetta con membrane di rottura
In un contenitore chiuso non protetto in caso di esplosione la pressione raggiunge il valore massimo (Pmax) che dipende essenzialmente dalle caratteristiche della ATEX e che può arrivare, sia nel caso di gas, vapori o nebbie che nel caso di polveri combustibili di classe St1 ed St2 a valori fino a 8 ÷ 10 volte superiori al valore di pressione iniziale. Se il contenitore opera a pressioni prossime a quella atmosferica, la Pmax potrà quindi arrivare fino a 10 bar, valore in corrispondenza del quale qualsiasi struttura verrebbe distrutta se non adeguatamente progettata con tecniche EPR-Pmax. La presenza di dispositivi di venting permette lo sfogo all’esterno dell’esplosione con lo sviluppo di una pressione interna ridotta (Pred) che normalmente si colloca nel range 0,2 ÷ 0,8 bar. L’adozione di sistemi di protezione contro le esplosioni permette quindi un notevole risparmio nel dimensionamento strutturale che potrà avvenire con logica EPR o EPSR come già indicato precedentemente.
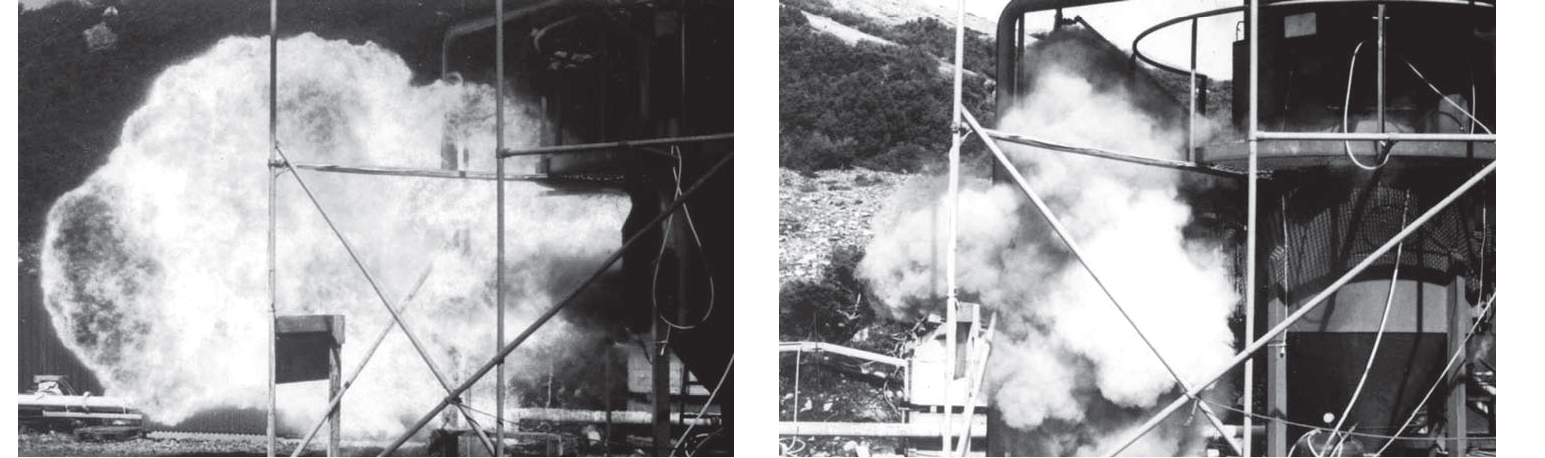
Lo scarico dell’esplosione ha luogo attraverso membrane di rottura o porte antiscoppio installate nella struttura in zone affacciate su aree che devono permettere lo sfogo in sicurezza dell’esplosione (Figura 7.14).
Figura 7.14 – Effetti dello sfogo di un’esplosione
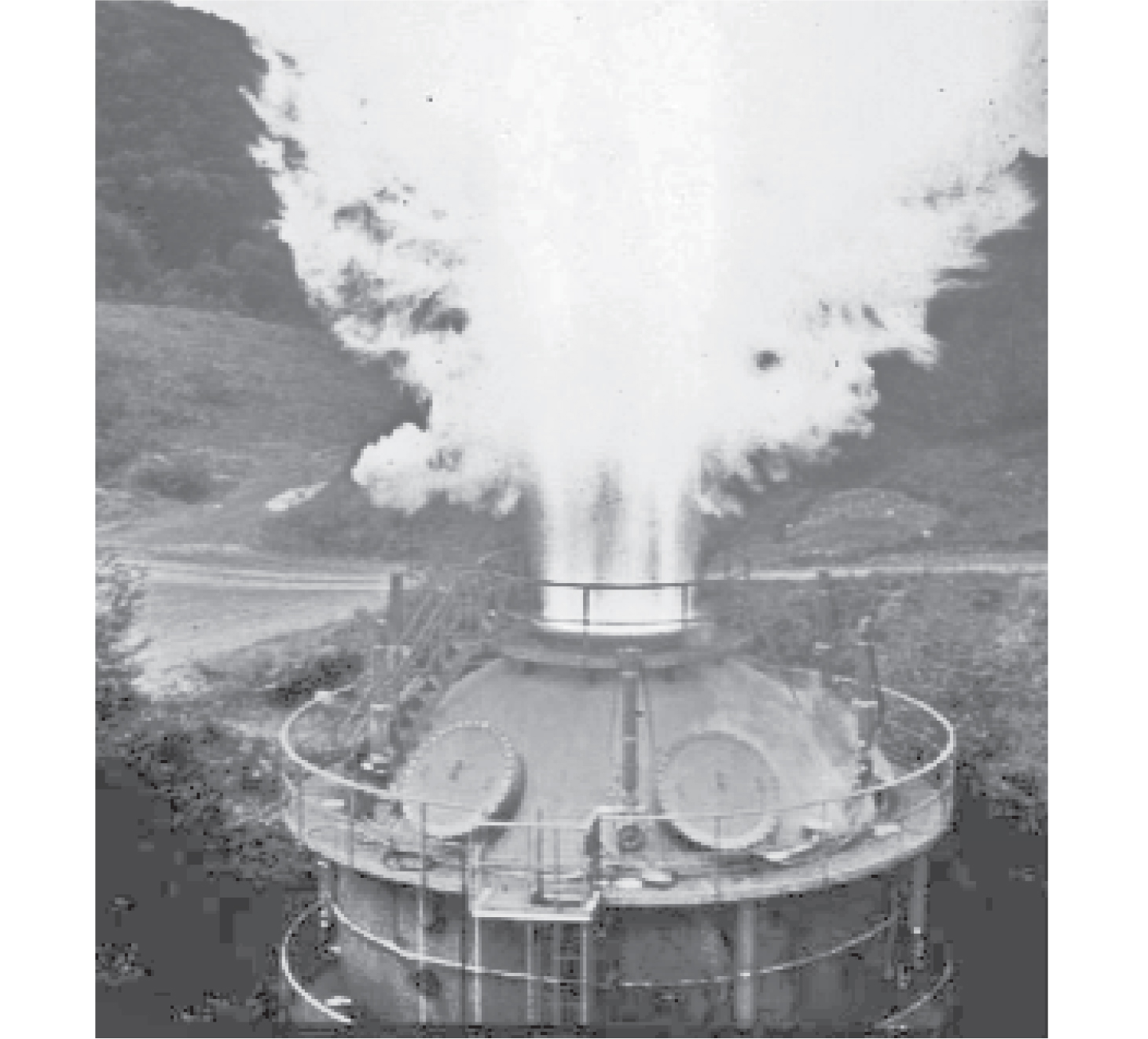
Fonte: ISSA, 2004
Nel Capitolo 3 si sono analizzati i vari scenari derivanti da un’esplosione sfogata con venting; come è dunque già stato evidenziato, dall’area di scarico fuoriusciranno fiamme, onde di pressione, prodotti di combustione, polveri incombuste, sostanze tossiche e nocive provenienti dal contenimento che potrebbero causare sia la propagazione dell’esplosione ad altre zone dell’impianto/stabilimento, sia danni alla salute ed infortuni per le persone che incidentalmente si trovassero nelle vicinanze dell’area di sfogo. Pertanto, anche alla luce delle considerazioni precedenti, l’adozione di sistemi di venting deve essere preclusa a tutte quelle lavorazioni che prevedono, in ciclo, sostanze nocive per l’ambiente e le persone (chimiche, petrolchimiche, farmaceutiche, ecc.)
In generale, più ampia è la superficie di venting, più bassa è la pressione di attivazione statica del dispositivo (Pstat) e maggiore sarà la fuoriuscita di fiamme, in quanto lo sfogo della deflagrazione, sotto queste condizioni, avviene negli istanti iniziali del processo di esplosione interna.
7.4.1 Sistemi per lo sfogo delle esplosioni
Lo scarico dell’esplosione è reso possibile dall’installazione nel contenitore da proteggere di superfici di minima resistenza; a tale proposito esistono due principali tipologie di dispositivi per lo scarico delle esplosioni:
-
membrane di rottura;
-
porte antiscoppio.
Tali superfici sono caratterizzate da una pressione statica di apertura del dispositivo di sfogo, definita (Pstat) normalmente compresa tra 0,1 e 0,5 bar.
In generale, se il recipiente da proteggere è abbastanza piccolo e simmetrico, un’unica grande apertura di sfogo possiede la medesima efficacia di più superfici distribuite (a parità di area). Invece, nel caso di contenimenti di grandi dimensioni o non è simmetrici risulta maggiormente efficace la predisposizione di più superfici ridotte.
Inoltre, la forma del dispositivo di venting (circolare, rettangolare, quadrata) non ha effetti sull’efficacia dello stesso. In ogni caso, l’apertura dei dispositivi di sfogo non deve essere impedita da accumulo di neve, ghiaccio o detriti.
Se il dispositivo di protezione è installato in posizione orizzontale su superfici calpestabili (es. tetti di silos) devono essere previsti idonei parapetti a protezione della zona di sfogo. Infatti, non essendo tali dispositivi calpestabili, deve essere presente una protezione contro il rischio di caduta dall’alto attraverso la membrana.
Per quanto attiene al posizionamento, esso deve avvenire in modo omogeneo in tutta la struttura da proteggere, possibilmente i prossimità delle possibili zone di innesco, se sono note.
Ogni dispositivo di protezione (membrana di rottura o porta antiscoppio) deve essere collegato ad un sistema centralizzato di controllo che, in caso di emergenza, provveda alla segnalazione dell’emergenza e alla messa in sicurezza dell’impianto.
I principali vantaggi e svantaggi dei sistemi di protezione sono riportati in Tabella 7.6.
Tabella 7.6 – Vantaggi e svantaggi dei sistemi di sfogo delle esplosioni
| Vantaggi | Svantaggi |
|---|---|
|
|
7.4.1.1 Le membrane di rottura
Le membrane di rottura sono dei dispositivi di sfogo non richiudibili e non riutilizzabili che alla pressione di apertura (Pstat) cedono lasciando l’apertura di sfogo completamente libera. La dinamica di funzionamento rappresentata in Figura 7.15 illustra l’importante modica nella crescita della pressione all’interno del contenimento. Essa, oltre ad essere rallentata, subisce una sostanziale riduzione fino al livello della Pred.
Figura 7.15 – Andamento della pressione in un contenimento protetto da membrane di rottura
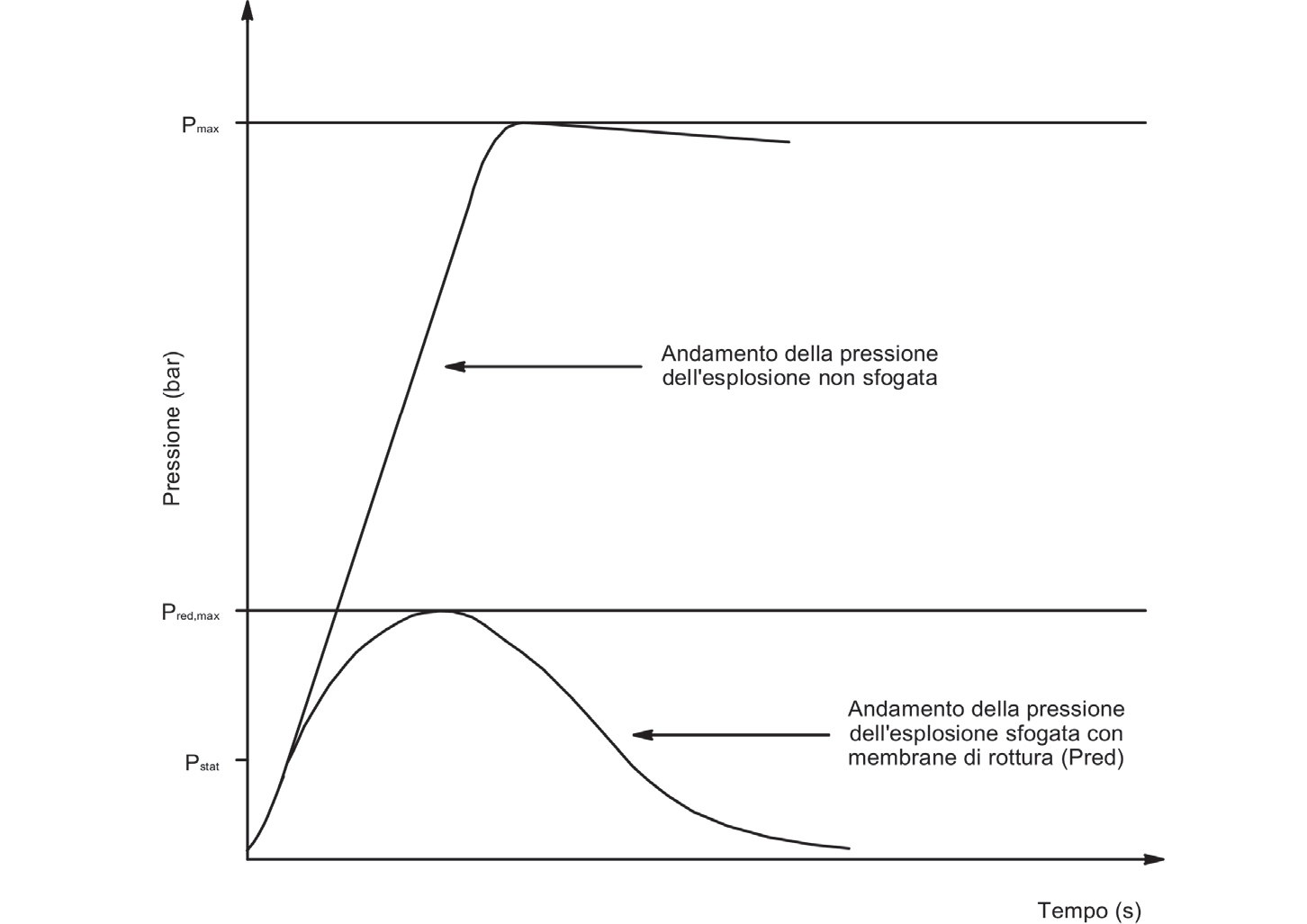
Le membrane sono realizzate con lamine metalliche o di plastica preintagliata ed incassate all’interno di una cornice metallica che viene imbullonata al contenimento. Alla pressione prevista, la membrana cede e scarica l’esplosione. Avendo una densità superficiale inferiore a 0,5 kg/m2, i dispositivi di venting possiedono una bassa inerzia e quindi manifestano la massima efficienza di apertura9 (EF=1).
Questi dispositivi, a causa della ridotta inerzia, non possiedono vincoli al posizionamento che può avvenire, senza che le caratteristiche di sfogo si modifichino, sia orizzontalmente, sia verticalmente. Un aspetto di notevole importanza è relativo alla pressione di apertura del dispositivo (Pstat) che, essendo certificato dal fabbricante ai sensi del D.Lgs. n. 85/2016, dovrebbe essere molto preciso e non richiedere manutenzioni per mantenerlo costante nel tempo (Figura 7.16).
Esistono in commercio membrane di rottura per le applicazione più varie. In genere se il ciclo opera a pressione atmosferica non sono presenti limiti di utilizzo. Non sempre tuttavia le membrane di rottura si possono adattare a cicli di lavoro gravosi. In particolare in situazioni quali:
-
pressioni diverse da quella atmosferica o sottovuoto;
-
pressioni fortemente pulsanti;
-
alte temperature.
possono causare serie criticità di applicazione e richiedere l’installazione di porte antiscoppio.
Figura 7.16 – Membrana di rottura
Fonte: NFPA 654
Un riepilogo dei principali vantaggi e svantaggi nell’adozione delle membrane di rottura è riportato in Tabella 7.7.
Tabella 7.7 – Vantaggi e svantaggi delle membrane di rottura
| Vantaggi | Svantaggi |
|---|---|
|
|
7.4.1.2 Porte antiscoppio
Le porte antiscoppio (Figura 7.17) sono dispositivi di sfogo delle esplosioni richiudibili e riutilizzabili. Questi dispositivi a fronte di un elevato costo iniziale10 possiedono quindi il vantaggio di essere riutilizzabili dopo l’intervento di protezione (nel solo caso non siano state danneggiate durante l’azionamento e l’eventuale esposizione all’incendio).
Figura 7.17 – Porte antiscoppio
Fonte: UNI EN 14797
Un ulteriore vantaggio fornito dalle porte antiscoppio consiste nell’impedire che entri nel contenimento aria esterna che possa alimentare successivi incendi ed esplosioni. Dopo la deflagrazione, infatti, tali dispositivi vengono “risucchiati” nella posizione di chiusura. La richiusura successiva alla deflagrazione può tuttavia determinare elevate depressioni nel contenitore causate dal raffreddamento dei gas presenti all’interno (Figura 7.19). Tale fenomeno può anch’esso causare il cedimento delle strutture che sono sensibili a questa modalità di sollecitazione. L’installazione di dispositivi rompivuoto correttamente dimensionati contribuisce alla soluzione di questa problematica.
Va inoltre segnalato come tali dispositivi a volte possiedano una notevole inerzia, causando talora una bassa efficienza di apertura ed elevate forze di inerzia successive all’esplosione. A questo proposito un’indicazione numerica sulle velocità di apertura del dispositivo è indicata nell’art. 8.7 della Norma DIN Fachbericht 140 (Figura 7.18). Le porte antiscoppio, inoltre, necessitano di maggiore manutenzione rispetto alle membrane dato che, per mantenere i livelli di Pstat certificati, è necessario provvedere alla realizzazione di manutenzioni di tutte le parti facilmente ossidabili (per esempio cardini e chiavistelli).
Data la notevole inerzia, la pressione di attivazione Pstat varia dalla posizione orizzontale alla posizione verticale; non tutte le posizioni di installazione sono quindi permesse per questo dispositivo.
Figura 7.18 – Esempio di nomogramma per il calcolo della velocità di apertura (DIN Fachbericht 140)
Figura 7.19 – Andamento della pressione in un contenimento protetto da porte antiscoppio
Particolare attenzione dovrà essere infine posta alla formazione di ghiaccio che possa impedire un corretto azionamento del dispositivo.
Un riepilogo dei principali vantaggi e svantaggi nell’adozione delle membrane di rottura è riportato in Tabella 7.8.
Tabella 7.8 – Vantaggi e svantaggi delle porte antiscoppio
| Vantaggi | Svantaggi |
|---|---|
|
|
7.4.2 Calcolo delle superfici di minima resistenza in contenimenti isolati
La dimensione della superficie di sfogo è calcolabile con l’ausilio della Normativa tecnica di seguito elencata:
-
NFPA 68 (Gas, vapori, nebbie e polveri combustibili);
-
VDI 3673-1 (Polveri combustibili);
-
DIN Fachbericht 140 (Silos per polveri combustibili);
-
UNI EN 14994 (Gas, vapori e nebbie);
-
UNI EN 14491 (Polveri combustibili).
Tra le Normative elencate senza dubbio la NFPA 6811 fornisce una metodologia di calcolo completa ed utilizzabile in tutte le tipologie di ATEX. Inoltre la metodologia di calcolo proposta restituisce un’ampiezza delle superfici minime di sfogo (ATEX dovute a polveri combustibili) complessivamente inferiore a quanto suggerito dalla UNI EN 14491. A nostro parere tuttavia, uno tra i maggiori vantaggi nell’adozione della Norma NFPA 68 è legato alla presenza di chiare indicazioni per la manutenzione dei sistemi di sfogo per le esplosioni12. A loro volta le Norme UNI EN 14491 e 14994 risultando armonizzate con la Direttiva 2014/34/UE possiedono la presunzione di conformità ai Requisiti Essenziali di Sicurezza (RES) che l’NFPA 68 non può garantire a priori. Questi motivi, uniti alla consapevolezza che la maggioranza degli impianti che necessitano di protezione contro le esplosioni opera con polveri combustibili, ci spingono ad approfondire i soli criteri di calcolo proposti dall’UNI EN 14491 integrati, ove necessario, con le indicazioni fornite dall’NFPA 68.
Prelminarmente si osserva che il dimensionamento dei sistemi di protezione dipende da almeno cinque fattori specifici:
-
Caratteristiche di esplosione dell’ATEX;
-
Stato dell’ATEX (concentrazione, turbolenza e granulometria);
-
Geometria e resistenza del recipiente;
-
Caratteristiche dei dispositivi di venting (membrane di rottura, porte antiscoppio);
-
Natura delle polveri.
Le due principali caratteristiche di esplosione che entrano in gioco nel calcolo delle superfici di sfogo sono tuttavia la pressione massima di esplosione (Pmax) e la caratteristica specifica di esplosione (Kst). La geometria del contenimento è caratterizzata dal volume (V) e dal rapporto lunghezza/diametro idraulico equivalente (L/D); quest’ultimo parametro dipende essenzialmente dalla forma del contenitore e dal posizionamento delle aperture di venting.
La resistenza del recipiente è evidentemente coinvolta nella determinazione delle superfici di minima resistenza; grazie alla metodologia di calcolo EPR o EPSR si otterrà il valore della massima pressione ridotta Pred,max del contenitore, che rappresenta il valore della soglia di resistenza della struttura. Le equazioni che qui si presentano sono utilizzabili nei soli casi di ATEX dovute a polveri organiche, questo perché le esplosioni dovute ad ATEX di metalli leggeri risultano difficilmente gestibili con lo sfogo dell’esplosione. Un ultimo parametro necessario al calcolo delle superfici di venting è la pressione di attivazione statica del dispositivo di sfogo (Pstat); tale valore, fornito dal fabbricante del sistema di protezione, deve naturalmente essere inferiore al valore della massima Pred,max della struttura. Il valore della superficie di minima resistenza Ae è dato in funzione del range di appartenenza della massima pressione ridotta Pred,max.
Per 0,1 bar ≤ Pred,max < 1,5 bar si ha (UNI EN 14491):

Dove:


| L | è l’altezza del contenitore da proteggere; |
| D | è il diametro idraulico equivalente del contenitore da proteggere; |
| V | è il volume del contenitore da proteggere. |
Per 1,5 bar ≤ Pred,max ≤ 2,0 bar si ha (UNI EN 14491):
Le equazioni precedenti sono valide se (e solo se) risultano soddisfatti tutti i parametri riportati in Tabella 7.9.
Tabella 7.9 – Parametri da rispettare per la validità delle equazioni
| Parametro | Vincolo |
|---|---|
| Volume del recipiente | 0,1 m3 ≤ V ≤ 10000 m3 |
| Pressione di attivazione statica del dispositivo di sfogo | 0,1 bar ≤ Pstat ≤ 1 bar Per Pstat < 0,1 bar utilizzare Pstat = 0,1 bar |
| Massima pressione ridotta | Pstat ≤ Pred,max ≤ 2 bar Si raccomanda che la Pred,max sia almeno pari a 0,12 bar |
| Massima pressione di esplosione | 5 bar ≤ Pmax ≤ 10 bar (10 bar·m·s-1 ≤ Kst ≤ 300 bar·m·s-1) |
| Parametro | Vincolo |
|---|---|
| Massima pressione di esplosione | 5 bar ≤ Pmax ≤ 12 bar (300 bar·m·s-1 < Kst ≤ 800 bar·m·s-1) |
| Condizioni atmosferiche | 80 kPa ≤ Pamb ≤ 110 kPa -20 °C ≤ Tamb ≤ 60 °C ΔTamb ≤ 0,5°C/min 5% ≤ U.R. ≤ 85% 20,7% ≤ O2 ≤ 21,1% |
| Rapporto lunghezza diametro | 1 ≤ L/D ≤ 20 |
Le equazioni precedenti sono utilizzabili nel caso in cui il contenimento venga caricato per gravità, con rotocella o con coclea.
Si ricorda che l’area Ae ottenuta riguarda l’installazione di dispositivi di venting aventi efficienza EF unitaria; nel caso di utilizzo di dispositivi con efficienza di apertura inferiore a 1, dovrà essere aumentata la superficie di sfogo in proporzione oppure dovrà essere rinforzato il contenimento per resistere all’incremento della Pred,max.
Si tenga inoltre in considerazione che, in condizioni di particolare turbolenza dell’ATEX polvere/aria, i dati forniti dalle equazioni precedenti possono sottodimensionare le aperture; in queste specifiche circostanze sarà necessario incrementare le aperture di venting. Inoltre, nel caso siano presenti all’interno del contenitore ATEX ibride composte da polveri di classe St1 e St2 e gas o vapori infiammabili aventi caratteristiche simili al propano, si devono assumere i seguenti valori in ingresso (cfr. Capitolo 2):
-
pressione massima di esplosione Pmax = 10 bar;
-
caratteristica specifica di esplodibilità Kst = 500 bar·m/s.
Una marcata riduzione delle superfici di venting si evidenzia in presenza di flussaggi di gas inerte. Infatti, nel caso di contenimenti inertizzati ad azoto, una variazione della percentuale di ossigeno dal 21% al 16% può determinare riduzioni nelle superfici di sfogo fino al 37% della superficie iniziale. È superfluo evidenziare che la presenza di azoto dovrà essere assicurata con una continuità sufficiente alle esigenze di sicurezza del processo. I parametri di esplosione modificati dalla presenza di azoto sono riportati nel Capitolo 2.
Ricerche sperimentali condotte nell’ambito del VDI tedesco evidenziano che con sistemi di trasporto pneumatico (simili a quelli presenti nelle correnti applicazioni tecniche) che scaricano assialmente e tangenzialmente in silos e reattori destinati a contenere polveri combustibili, si rilevano sovrappressioni generate inferiori a quelle previste dalla legge cubica. La ragione è probabilmente attribuibile alle condizioni di concentrazione e turbolenza meno gravose rispetto a quelle condotte nei test standard. Questo fenomeno determina esplosioni meno violente rispetto a quelle previste e quindi richiede superfici di protezione di ampiezza inferiore rispetto a quelle calcolate con le eq. 7.21, 7.22 e 7.23. L’ultima revisione della EN 14491 tiene conto di queste evidenze e introduce due modalità empiriche differenti per il calcolo della superfici di sfogo (art. 5.3, UNI EN 14491). I casi previsti, e derivanti dalla VDI 3673, sono i seguenti:
-
caricamento assiale dei contenimenti attraverso trasporto pneumatico;
-
caricamento tangenziale dei contenimenti attraverso trasporto pneumatico.
7.4.2.1 Dispositivi rompivuoto
Come abbiamo già accennato, la richiusura della porta antiscoppio genera una depressione dovuta al raffreddamento dei gas di combustione che può creare instabilità elastica nelle membrature e, conseguentemente, una deformazione plastica residua. L’adozione di dispositivi rompivuoto permette di evitare il danneggiamento delle strutture conseguente al sottovuoto.
L’equazione seguente permette di definire l’ampiezza del dispositivo rompivuoto in funzione della pressione di collasso e del volume del contenimento.

dove:
| Asuc | è l’area di protezione contro la depressione; |
| Pvac | è la pressione del vuoto alla quale il contenimento collassa; |
| V | è il volume del silos. |
I parametri da rispettare per la validità delle equazioni sono riportati in Tabella 7.10.
Tabella 7.10 – Parametri da rispettare per la validità delle equazioni
| Parametro | Vincolo |
|---|---|
| Volume del recipiente | 5 m3 ≤ V ≤ 5000 m3 |
| Resistenza al vuoto | 25 mbar ≤ Pvac ≤ 500 mbar |
7.4.2.2 Il calcolo del rapporto L/D
Il rapporto Lunghezza/Diametro (L/D) di un contenimento allungato è richiesto dall’eq. 7.21 e senza tale valore risulta impossibile la determinazione della superficie di sfogo. Questo parametro (L/D) dipende dalla forma del recipiente e dalla posizione delle aperture di decompressione e può essere differente dal valore strettamente geometrico della struttura.
Le peggiori condizioni di applicabilità dell’eq. 7.21 sono relative alla situazione di un recipiente che possiede le superfici di decompressione a una sola estremità. In queste condizioni l’esplosione, se innescata dalla parte opposta alle superfici di sfogo, prima di riversarsi all’esterno dovrà attraversare (e danneggiare) l’intero contenitore. Il rapporto L/D sarà quindi strettamente connesso alla posizione ove sono installate le aperture di decompressione: più questi dispositivi sono ravvicinati, minore sarà il relativo rapporto.
In generale, per forme diverse da quella cilindrica il parametro “diametro effettivo” (Deff) assume la seguente espressione:

dove:
Aeff è la superficie effettiva della sezione del contenitore di forma qualsiasi.
In definitiva il rapporto L/D si ottiene attraverso la determinazione dell’effettiva distanza che deve compiere l’esplosione prima di essere sfogata (Leff) e del volume effettivo (Veff) che tale esplosione percorre prima di raggiungere l’apertura di venting.
La procedura di calcolo dovrà quindi articolarsi secondo i seguenti punti:
-
determinazione della lunghezza effettiva che il fronte di fiamma deve attraversare prima di raggiungere una superficie di decompressione (Leff);
-
determinazione del volume effettivo coperto dal fronte di fiamma durante il percorso all’interno del contenitore (Veff);
-
calcolo della superficie effettiva (Aeff) attraverso la seguente relazione Veff/Leff;
-
calcolo del diametro effettivo attraverso la nota formula Deff = 2·(Aeff/π)1/2;
-
assunzione che L/D=Leff/Deff.
7.4.2.3 Sollecitazione derivante dallo sfogo
Un problema di fondamentale importanza relativo alla resistenza strutturale dei recipienti protetti da superfici di venting consiste nel fatto che la fuoriuscita di fiamme e di prodotti di combustione dalle superfici di sfogo determina notevoli forze di reazione (FR,max) che sono dipendenti dalla pressione massima ridotta (Pred,max) e dall’area dell’apertura (Ae), secondo come indicato nell’equazione seguente:
Questa forza di reazione (espressa in kN) si considera applicata in corrispondenza del centro geometrico della superficie di sfogo. L’influenza delle forze di reazione può essere comunque compensata installando dispositivi di venting di superficie uguale l’uno opposto all’altro anche se è sempre possibile che le condizioni di turbolenza, la forma del contenitore e le modalità di innesco della ATEX possano causare l’apertura di un solo dispositivo di sfogo, determinando uno sbilanciamento delle forze impresse alla struttura.
7.4.2.4 Condotti per lo sfogo delle esplosioni
La protezione di contenimenti presenti in ambienti chiusi determina criticità legate all’emergere dei rischi connessi allo scarico dell’esplosione in aree sensibili a causa della presenza di persone, di depositi di polvere, di impianti pericolosi ecc.
In queste circostanze si può ricorrere all’utilizzo di condotti per lo sfogo delle esplosioni che permettono di convogliare l’energia scaricata in un’area sicura e lontana da zone ritenute sensibili o pericolose (Figura 7.20). Tali dispositivi determinano, tuttavia, un incremento della pressione massima ridotta (Pred,max) valutabile con la Norma UNI EN 14491 attraverso l’eq. 7.28.

dove:
| PIred,max | è la pressione massima ridotta del contenitore dotato di condotta di sfogo; |
| Pred,max | è la pressione massima ridotta del contenitore; |
| l | è la lunghezza della condotta di sfogo; |
| d | è il diametro della condotta di sfogo; |
| Ae | è l’area di sfogo calcolata con le equazioni precedenti; |
| V | è il volume del contenitore da proteggere. |
L’equazione precedente è valida solo se sono soddisfatti i vincoli riportati in Tabella 7.11.
Nel caso di installazioni poste all’interno di ambienti di lavoro (indoor venting), per evitare la produzioni di fiammate successive all’esplosione che potrebbero, oltre che ferire gravemente il personale, anche propagare l’esplosione in altre zone dell’impianto e del luogo di lavoro, si può fare ricorso a sistemi di arresto della fiamma (flameless venting) che permettono di raffreddare e condensare la fiamma, estinguendola (Figura 7.21, Figura 7.22). Tali dispositivi diminuiscono però l’efficienza di sfogo (EF), è quindi importante valutare l’opportunità di incrementare la superficie di venting, oppure di aumentare la resistenza della struttura (Pred,max). In ogni caso risulta sempre opportuno, nel caso di sfoghi indoor protetti con sistemi di arresto di fiamma, che sia riservata particolare attenzione ai seguenti aspetti:
-
vicinanza dei lavoratori al dispositivo;
-
entità del volume dell’area confinata;
-
possibilità di fuoriuscita di miscele infiammabili dal contenitore, come nel caso delle miscele ibride polvere/gas (es. essiccatoi);
-
possibilità di emissioni tossiche e/o nocive nell’ambiente di lavoro.
Tabella 7.11 – Parametri da rispettare per la validità delle equazioni
| Parametro | Vincolo |
|---|---|
| Volume del recipiente | 0,1 m3 ≤ V ≤ 10000 m3 |
| Pressione di attivazione statica del dispositivo di sfogo | 0,1 bar ≤ Pstat ≤ 1 bar |
| Massima pressione ridotta | 0,1 bar < Pred,max < 2 bar con Pstat < Pred,max |
| Massima pressione di esplosione | 5 bar ≤ Pmax ≤ 12 bar |
| Costante specifica di esplosione | 10 bar·m·s-1 ≤ Kst ≤ 800 bar·m·s-1 |
Figura 7.20 – Esempi dell’applicabilità dell’eq. 7.28 ai condotti di sfogo delle esplosioni
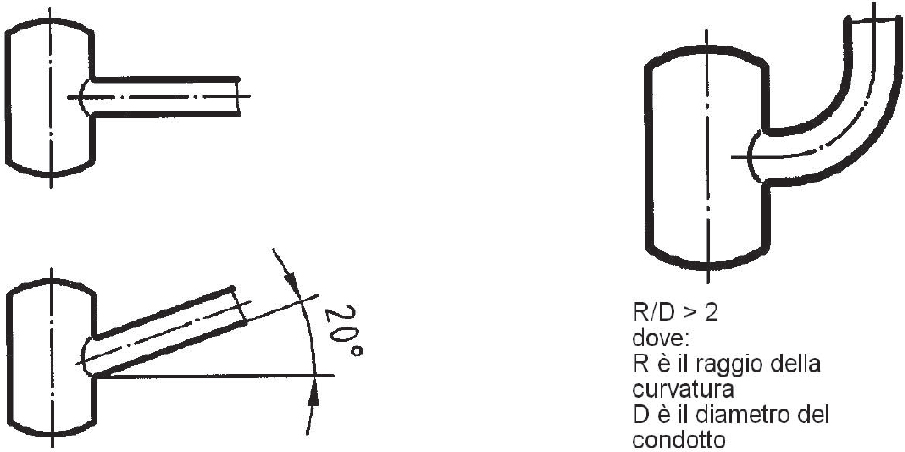
Figura 7.21 – Effetto sul fireball dell’installazione di un flameless venting
Fonte: Eckhoff, 2003
Figura 7.22 – Dispositivo di sfogo delle esplosioni antifiamma
Fonte: NFPA 68
7.4.2.5 Centraline di monitoraggio e controllo
La centralina di monitoraggio e controllo (CIE, Control and Indicating Equipment) registra e monitora i segnali trasmessi dai sistemi di rilevazione. Per assicurare tali funzione deve possedere le seguenti caratteristiche:
-
alimentazione della potenza elettrica dalla tensione di rete e in emergenza grazie a un gruppo di continuità;
-
monitoraggio del segnale e controllo della continuità della linea e di possibili disfunzioni;
-
segnalazione ottica e acustica di emergenza in caso di segnalazioni anomale (es. attivazione di un sistema di venting);
-
spegnimento automatico dell’impianto in caso di emergenza (se questo non determina rischi ulteriori).
Nel campo di applicazione della Direttiva 2014/34/UE rientrano:
“(…) i dispositivi di sicurezza, di controllo e di regolazione destinati ad essere utilizzati al di fuori di atmosfere esplosive, necessari o utili per un sicuro funzionamento degli apparecchi e dei sistemi di protezione, al fine di evitare rischi di esplosione”.
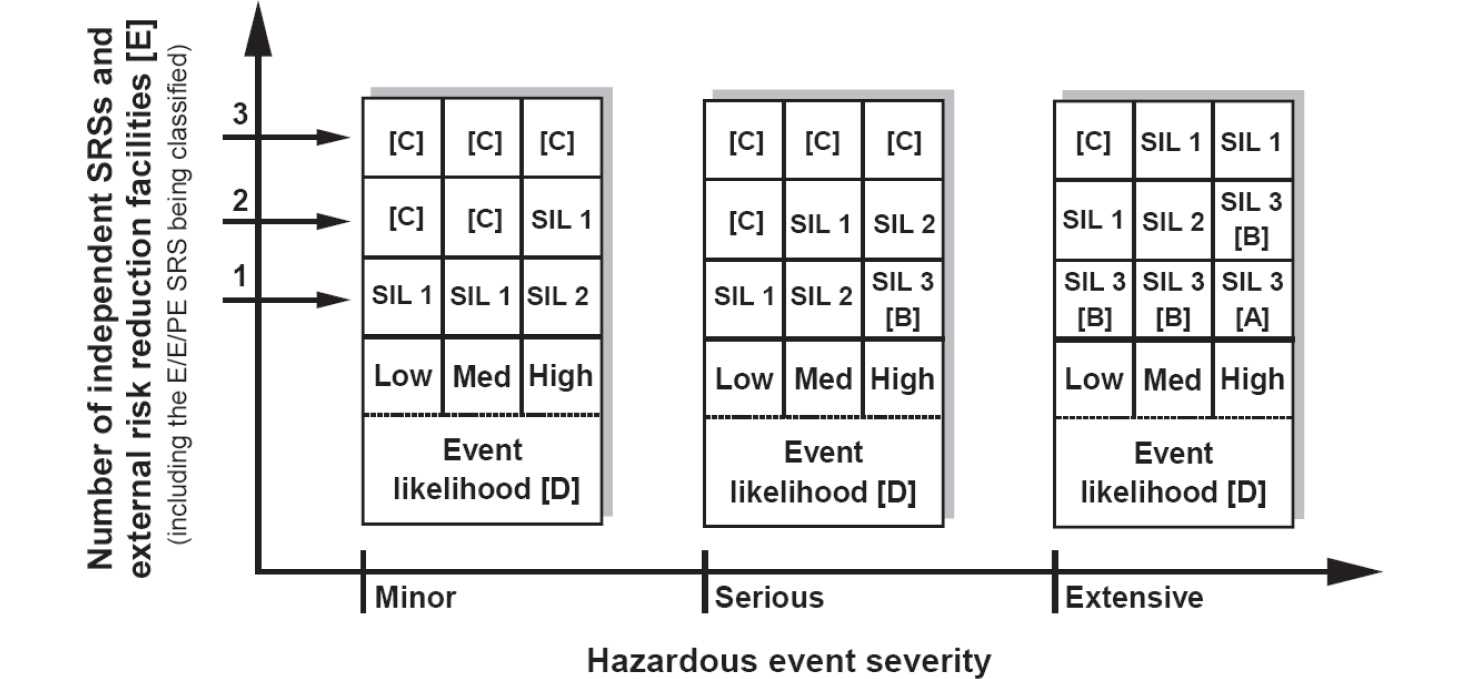
Il controllo dei sistemi di protezione contro le esplosioni deve pertanto possedere un adeguato grado di affidabilità per determinare il quale si deve fare riferimento alla Norma UNI EN 15233. Quest’ultima suggerisce di utilizzare per l’analisi di guasto le tecniche FMECA o FTA e, a seguito di tale analisi, di riferirsi alle Norme della serie CEI EN 61508 per la determinazione del SIL13 (Figura 7.23).
Figura 7.23 – Determinazione del SIL in conformità alla Norma CEI EN 61508-5
7.4.3 Marcatura e manutenzione
La marcatura CE-ATEX dei dispositivi di protezione contro le esplosioni devono includere:
-
nome e indirizzo del fabbricante;
-
identificazione del tipo di produttore;
-
anno di costruzione;
-
il numero di serie.
Tutte le attrezzature destinate allo stoccaggio di polveri combustibili e protette contro le esplosioni con sistemi di sfogo, devono essere corredate da istruzioni per l’uso che includano:
-
le informazioni di marcatura del prodotto;
-
tutti i dettagli delle esigenze operative;
-
il metodo utilizzato per valutare l’area di sfogo;
-
la Pred,max;
-
la Pstat;
-
i limiti superiori delle caratteristiche di esplosione (Kst e Pmax);
-
le informazioni sugli effetti esterni (fiamma, pressione) e le distanze di sicurezza;
-
descrizione completa delle procedure da seguire dopo l’esplosione.
Inoltre, le istruzioni per la manutenzione deve includere informazioni relative a:
Controllo periodico
Controlli e verifiche periodiche che dovrebbero essere realizzate per garantire che la capacità di sfogo dell’esplosione non si deteriori con il tempo.
Ispezione straordinaria
Se si verifica un’esplosione, un’ispezione straordinaria si rende necessaria. Dopo il completamento di tutte le riparazioni previste e prima che l’apparecchio sia rimesso in servizio, è responsabilità dell’utente assicurarsi che l’apparecchio sia sicuro e che le precauzioni contro le esplosioni siano efficaci.
7.5 La soppressione dell’esplosione
La soppressione dell’esplosione è una tecnica che consente di soffocare l’esplosione prima che questa possa determinare rischi per il contenimento. Per raggiungere tale risultato, si agisce estinguendo il fronte di fiamma negli istanti iniziali.
Figura 7.24 – Impianto di macinazione dotato di sistema di soppressione delle esplosioni HRD – A) Rilevatori di pressione, B) Sistemi di scarica HRD
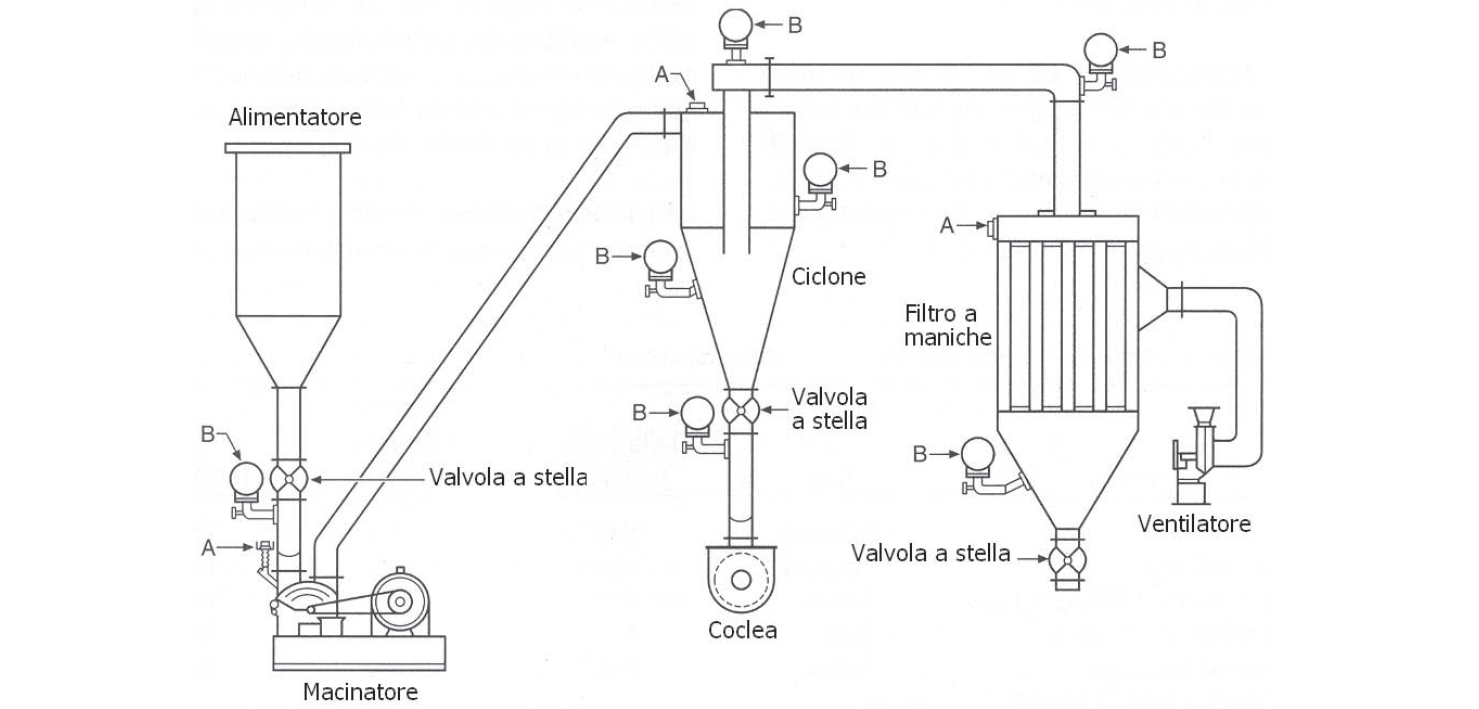
Fonte: NFPA, 2003
L’azione dell’impianto di soppressione (HRD, High Rate Discarge) impedisce alla ATEX di raggiungere la pressione massima Pmax. L’attivazione dell’impianto, che avviene quanto la pressione raggiunge il valore Pa, permette all’esplosione di sviluppare all’interno del contenimento una sovrappressione Pred compatibile con la resistenza del contenitore (Figura 7.25, Figura 7.26).
La pressione massima Pred che si accetta in un sistema protetto con impianti HRD varia tra 0,2 e 1 bar, ed è più frequentemente compresa tra 0,2 e 0,4 bar. A partire da tali valori, il recipiente può così essere dimensionato con criteri EPR o EPSR come già indicato in precedenza.
Il principale vantaggio ottenibile con l’adozione di un sistema HRD consiste nell’evitare che del materiale potenzialmente dannoso per la salute dei lavoratori possa fuoriuscire dal contenimento a seguito dell’esplosione. Tale sistema è inoltre applicabile a quei casi in cui non siano presenti zone sicure per lo sfogo dell’esplosione utilizzando sistemi di venting (membrane di rottura, porte antiscoppio). Infine, la soppressione HRD consente di eliminare le forze di reazione all’esplosione che sono presenti durante le fasi di scarico e sfogo con venting.
Figura 7.25 – Funzionamento di un sistema di soppressione delle esplosioni HRD
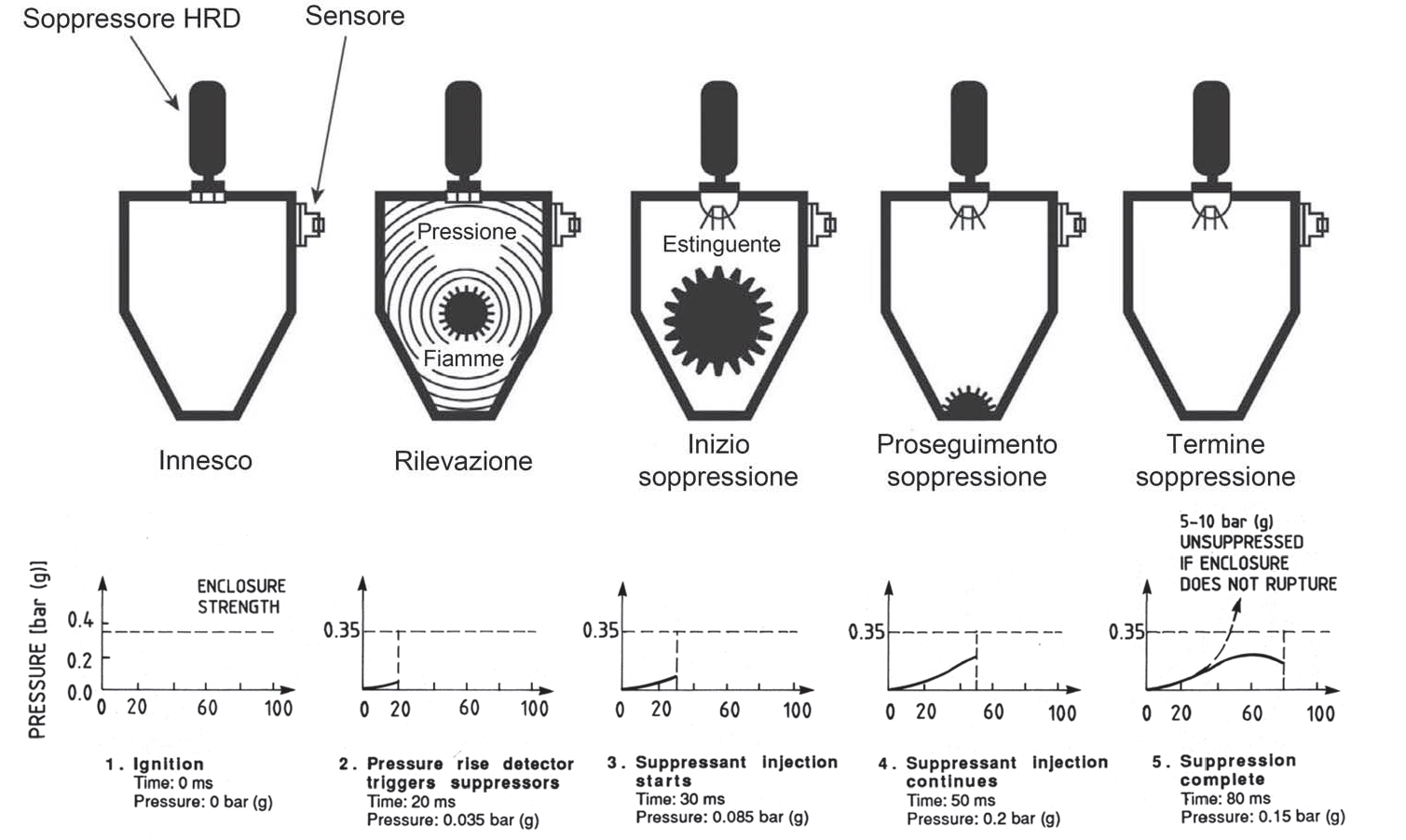
Figura 7.26 – Andamento della pressione in un contenimento protetto da sistemi di soppressione delle esplosioni ad alta densità di scarica (HRD)
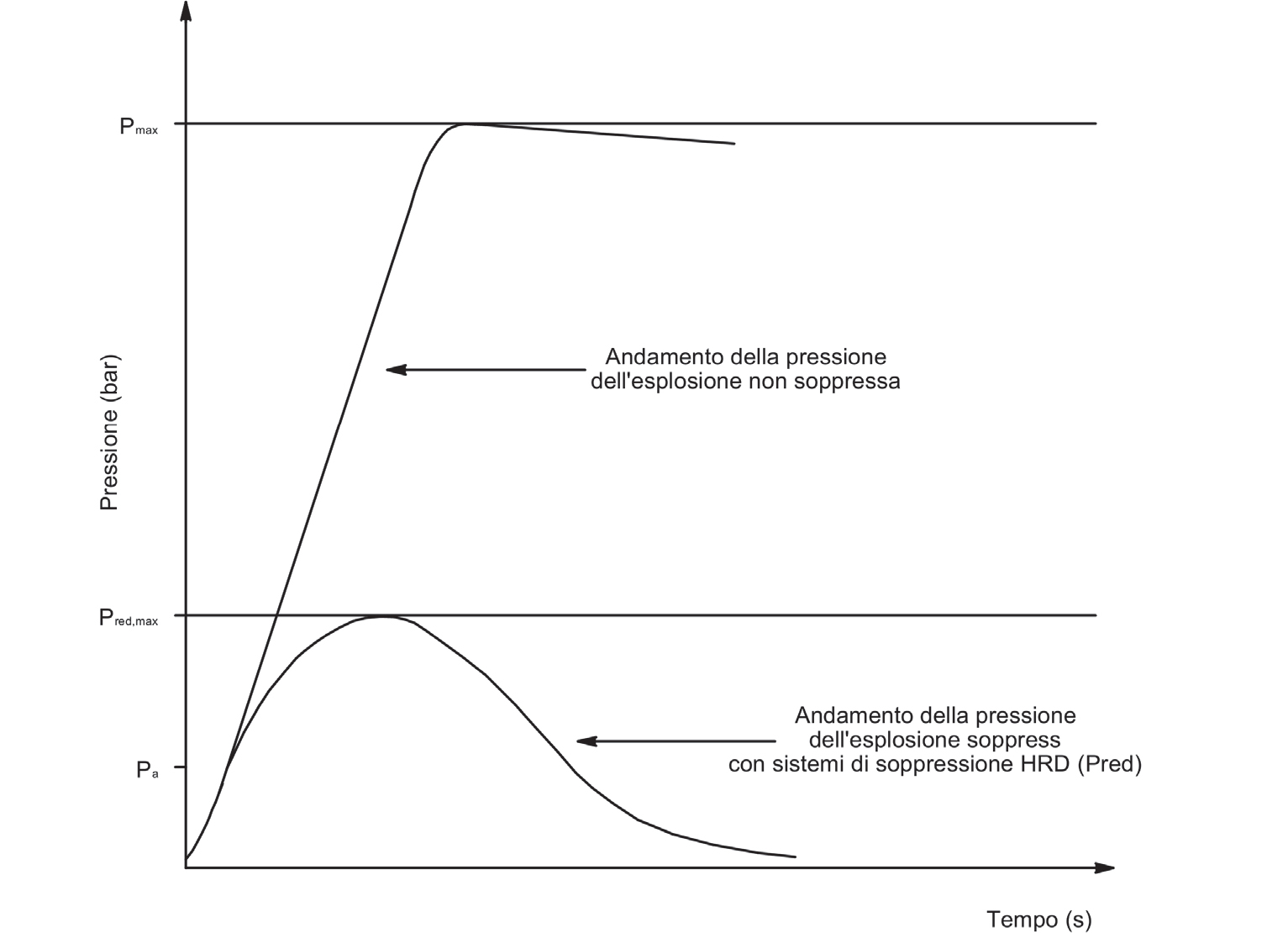
La soppressione delle esplosioni è applicabile a polveri di classe St 1 e St 2, con volumi protetti che variano da 0,2 a 1000 m3. L’efficacia di un sistema di soppressione dell’esplosione dipende dalle seguenti variabili:
-
il pericolo di esplosione legato ai seguenti aspetti: volume e forma del contenimento, esplosività del materiale, omogeneità e turbolenza dell’ATEX, pressione iniziale, condizioni di temperatura, parametri di esplosione;
-
l’agente di soppressione: tipo, massa ed efficienza;
-
il sistema di soppressione: rilevazione, soppressori HRD (numero, volume dei soppressori, diametro degli ugelli, tempo operativo, carica di soppressione, pressione di scarica, collocazione dei soppressori nel contenimento).
I principali componenti di un sistema HRD di soppressione sono i seguenti:
-
rilevatori di pressione;
-
soppressori pressurizzati HRD;
-
agenti estinguenti;
-
centraline di monitoraggio e controllo.
Un riepilogo dei principali vantaggi e svantaggi nell’adozione dei sistemi di soppressione contro le esplosioni è riportato in Tabella 7.12.
Tabella 7.12 – Vantaggi e svantaggi della soppressione contro le esplosioni
| Vantaggi | Svantaggi |
|---|---|
|
|
7.5.1 Rilevatori di pressione
La rilevazione dell’inizio dell’esplosione avviene attraverso sensori di pressione tarati (rilevatori di pressione statici) che avvertendo l’incipiente esplosione, in pochi millisecondi trasmettono l’informazione alla centralina di monitoraggio e controllo la quale attiva la scarica di estinguente dai sistemi HRD. Questi sensori normalmente possiedono un’ampia superficie a membrana che impedisce che la risposta del dispositivo sia influenzabile da possibili depositi di sporcizia legati al materiale in deposito. Il livello di taratura Pa varia normalmente tra 0,05 e 0,7 bar.
Il problema dei falsi positivi, connesso a rilevazioni di incrementi di pressione che non corrispondono a effettive esplosioni, viene risolto attraverso l’installazione di almeno due sensori in posizione ortogonale l’uno rispetto all’altro dato che un’esplosione manifesta onde di pressione in tutte le direzioni. L’attivazione di entrambi i sensori contemporaneamente genera il consenso elettrico che attiva i sistemi HRD. Limitazioni all’impiego sono date nei casi in cui i sensori debbano operare in condizioni di elevata pressione o di elevate escursioni di pressione. Per tali applicazioni dovranno essere adottati rilevatori di pressione dinamici che permettono di determinare la velocità di incremento della pressione (dP/dt).
Una delle maggiori criticità è rappresentata dal posizionamento dei sensori in recipienti a elevato volume. Infatti, la legge cubica prevede che la velocità di incremento (dP/dt) diminuisca con l’aumento del volume del contenitore. I sensori di pressione dinamici possono resistere a pressioni massime aventi il medesimo ordine di grandezza delle Pmax delle polveri St 1 e St 2 (circa 10 bar) e possiedono campi di taratura compresi tra 0.05 e 5 bar. Dato che i sensori dinamici non sono soggetti a falsi positivi, risulta sufficiente l’installazione di un singolo sensore (anziché due rilevatori statici) per ogni area classificata del contenitore da proteggere.
Figura 7.27 – Sensore di pressione per soppressione HRD
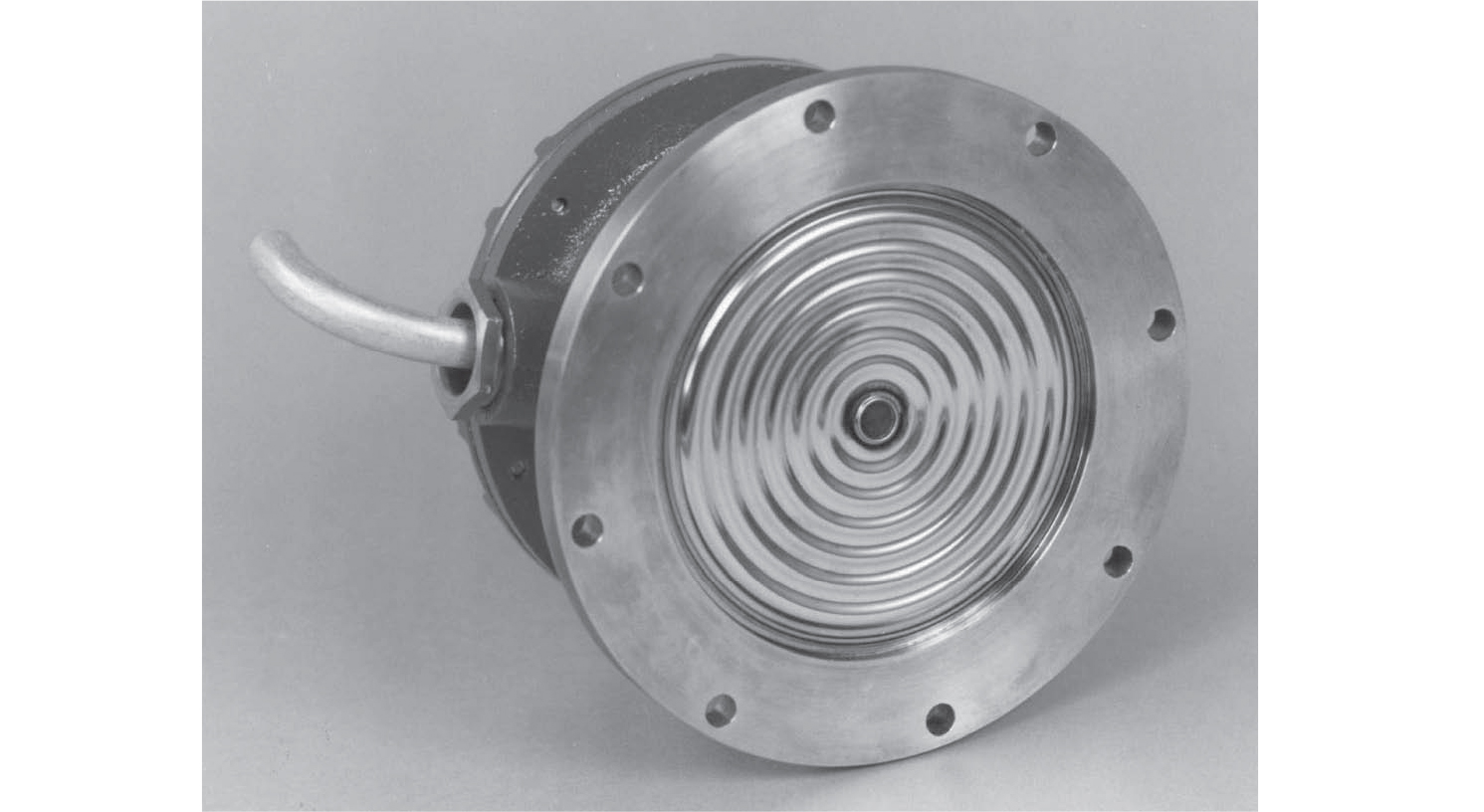
7.5.2 Soppressori pressurizzati HRD
L’agente estinguente necessario a sopprimere l’esplosione viene fornito da soppressori ad alta velocità di scarica HRD connessi alla struttura del recipiente da proteggere. La velocità di scarica dell’estinguente dipende dai seguenti tre fattori:
-
volume del contenitore HRD;
-
pressione di scarica (Pr);
-
sezione della valvola di scarico.
I dispositivi HRD sono disponibili con un ampio campo dimensionale. I più utilizzati possiedono volumi di scarica tra i 5 e i 45 litri e sono pressurizzati tra i 60 ed i 120 bar. La fase di scarica, utilizzando attuatori esplosivi o elettromeccanici, è operativa con tempi di risposta inferiori ai 2 millisecondi.
Va sottolineato che un’esplosione può essere considerata efficacemente soppressa quando la pressione ridotta Pred è contenuta al di sotto di 1 bar. Ai fini della sicurezza durante le operazioni di manutenzione, essi devono sempre essere dotati di flange di isolamento. Durante la manutenzione, infatti, è possibile che il sistema possa essere accidentalmente innescato, in assenza di collegamenti al quadro di comando, da scariche elettrostatiche provenienti dall’operatore.
Figura 7.28 – Sistemi di soppressione HRD con valvola di apertura elettromeccanica

7.5.3 Agenti estinguenti
Nel seguito si riportano alcune variabili che devono essere tenute in considerazione nella scelta dell’agente:
-
compatibilità dell’estinguente con prodotti alimentari;
-
possibili corrosioni indotte nel mantello di contenimento a seguito della scarica;
-
possibile reattività con le polveri in deposito;
-
comodità nella rimozione successiva alla fase di scarica;
-
livello di tossicità in relazione al TLV-TWA;
-
temperatura di stabilità dell’agente.
L’agente estinguente più efficace nella soppressione delle esplosioni è il monoammonio fosfato (MAP), benché tale sostanza necessiti di un’adeguata procedura di pulizia a seguito dell’intervento. Risulta utilizzabile senza particolari criticità nei contenimenti dei residui di lavorazione. I rischi connessi all’utilizzo di tale prodotto sono i seguenti (cfr. Cameo Chemicals, NOAA):
-
Reazioni con aria e acqua. Solubile in acqua.
-
Pericoli da incendio. Prodotti della combusione: Fumi tossici e irritanti di ammoniaca e ossidi di azoto possono formarsi in caso di incendi. (USCG, 1999)
-
Pericoli per la salute. L’inalazione di forma monoammonico causa irritazione delle membrane mucose, con la forma di diammonio, vapori di ammoniaca in ambiente chiuso può causare edema polmonare e asfissia. Il contatto con solidi o con gas di ammoniaca causa irritazione agli occhi e la pelle. (USCG, 1999)
-
Profilo di reattività. La decomposizione dell’ipoclorito di sodio avviene in pochi secondi con i seguenti sali: acetato di ammonio, carbonato di ammonio, nitrato di ammonio, ammonio ossalato, e fosfato di ammonio [Mellor 2 Supp. 1:550 1956]. Diversi serbatoi contenenti liquido di ammonio fertilizzante fosfato si sono rotti a causa della progettazione inadeguata e della manutenzione del serbatoio. I guasti di questi serbatoio sono pericolosi in prossimità di sostanze chimiche come ammoniaca (anidra) e acido fosforico. (EPA Sicurezza Chimica Alert).
Un’alternativa idonea alla maggioranza dei cicli di produzione è rappresentata dalle polveri di sodio bicarbonato (NaBi) le cui proprietà di compatibilità e le caratteristiche di idrosolubilità ne permettono un diffuso utilizzo nell’ambito di aziende alimentari e farmaceutiche, in particolare nella zona delle materie prime e dei semilavorati. La polvere NaBi possiede caratteristiche di soppressione non molto inferiori alla MAP con evidenti vantaggi connessi alla bassa tossicità alimentare. I rischi connessi all’utilizzo di tale prodotto sono i seguenti (cfr. Cameo Chemicals, NOAA):
-
Reazioni con aria e acqua. Stabile in aria secca, ma si decompone lentamente in aria umida. Moderatamente solubile in acqua. Si decompone lentamente in acqua (accelerato da agitazione) (NTP, 1992).
-
Pericoli da incendio. Fonti di letteratura indicano che questa sostanza chimica è incombustibile (NTP, 1992).
-
Pericoli per la salute. I sintomi di esposizione a questo composto includere irritazione della pelle, occhi, naso e gola, tosse, disturbi al torace e disturbi gastrointestinali. Può causare distensione o rottura dello stomaco, alcalosi sistemica, edema e l’espansione di volume del liquido extracellulare. Alcalosi grave può essere caratterizzata da iperirritabilità e tetania. Può causare edema cerebrale che porta alla morte. Può anche causare danno renale. Riscaldato fino alla decomposizione questo composto emette fumi tossici di monossido di carbonio, anidride carbonica e ossidi di sodio (NTP, 1992).
-
Profilo di reattività. Reagisce esotermicamente con acidi per generare gas non tossici di anidride carbonica. Si decompone se riscaldato. Incompatibile con gli acidi, sali acidi (cloridrato della dopamina, pentazocina lattato, molti sali di alcaloidi) salicilato aspirina e bismuto.
L’acqua, d’altra parte, rappresenta un’efficace alternativa alla NaBi per la soppressione delle esplosioni dovute a polveri alimentari e agricole. L’acqua surriscaldata possiede un’alta efficacia per queste ultime tipologie di polveri combustibili. Tuttavia, la necessità di mantenere costante la temperatura preclude l’utilizzo di tale estinguente in molte applicazioni. In Tabella 7.13 sono riportate le principali caratteristiche degli estinguenti citati.
Tabella 7.13 – Caratteristiche comparate di alcuni soppressori di esplosione
| Tipo di estinguente | Classe di esplosione | Compatibilità alimentare | Contaminazione successiva all’intervento |
|---|---|---|---|
| MAP | St1, St2 Alcune St3 |
NO | SÌ |
| NaBi | St1, St2 | SÌ | BASSA |
| Acqua | St1, St2 | SÌ | NO |
Il sistema HRD può essere efficacemente integrato con il venting in sistemi denominati ibridi. Tale combinazione permette anche un buon contrasto delle esplosioni di polveri di classe St 3. Tuttavia i sistemi ibridi dovranno essere progettati a partire da barriera di protezione principale che sarà integrata da una barriera secondaria. Si configurano le seguenti tipologie progettuali:
-
protezione primaria ottenuta con sistemi di soppressione integrati con sistemi di venting (soppressione/venting);
-
protezione primaria ottenuta con sistemi di venting integrati con sistemi di soppressione (venting/soppressione).
In generale, i sistemi di protezione ibridi soppressione primaria/venting secondario sono utilizzati quando la resistenza delle strutture è bassa, mentre i sistemi venting primario/soppressione secondaria si applicano per evitare l’espulsione di braci e fiamme dalle aperture di sfogo.
Adottando sistemi di protezione ibridi, i risultati con polveri di alluminio possono determinare una riduzione della superficie di venting fino al 50%. Inoltre, l’adozione di sistemi di soppressione posti alla sommità dei silos di stoccaggio prevengono propagazioni all’esterno dell’esplosione, in quanto dai sistemi di sfogo non fuoriescono fiamme e braci.
7.5.4 Centraline di monitoraggio e controllo
Si rimanda a quanto già illustrato nel paragrafo relativo al venting.
7.5.5 Calcolo dei sistemi di soppressione HRD
Le informazioni pubblicate relativamente alle modalità di progettazione dei sistemi di soppressione HRD risultano esigue e limitate rispetto a quelle relative ad altre tipologie di protezione contro le esplosioni. Le aziende coinvolte nella produzione e vendita di tali sistemi sono infatti spesso particolarmente riluttanti nella fornitura di dati tecnici e procedure utili al dimensionamento. In realtà appare chiaro che, più che la custodia di segreti industriali, questa politica di riservatezza delle metodologie di progettazione è volta, in alcuni casi, a mascherare la mancanza di raffinatezza dei metodi stessi utilizzati per la progettazione. Quanto di seguito riportato è quindi tratto dalle poche pubblicazioni tecniche e scientifiche che hanno trattato l’argomento, a partire dall’inquadramento tecnico-pratico fornito dal Bartknecht nel 1996.
La progettazione dei sistemi di soppressione HRD è generalmente realizzata attraverso nomogrammi o software di proprietà dell’azienda costruttrice dei sistemi stessi. Tali nomogrammi o modelli matematici devono essere testati e valutati dal costruttore ai sensi della Norma EN 14373. Utilizzando come agente estinguente la polvere di monoammonio fosfato e ipotizzando che la resistenza del contenitore (Pf) sia maggiore di 1 bar(g) e che la pressione di attivazione del sistema di soppressione rispetti la seguente condizione Pa ≤ 0,1 bar(g) le caratteristiche del sistema di soppressione sono date dalla Tabella 7.14 (VDI 2263-4) in funzione delle 5 configurazioni rappresentate (A, B, C, D e E).
Tabella 7.14 – Caratteristiche dei sistemi di soppressione HRD (VDI 2263-4, FM Global, 2012)
| Caratteristiche della singola configurazione | Configurazioni HRD | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| Volume (l) | 5 | 5 | 20 | 45 | 50 |
| Massa di estinguente (kg) | 4 | 4 | 16 | 35 | 35 |
| Caratteristiche della singola configurazione | Configurazioni HRD | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| Pressurizzazione del sistema di protezione (Pr) | 120 | 60 | 60 | 60 | 60 |
| Diametro della valvola di scarico (pollici) | 3/4 | 3 | 3 | 5 | 3 |
Per tutte le tipologie di sistema di soppressione elencate in Tabella 7.14 il numero Ns di soppressori HRD è dato dalla seguente equazione:

dove:
| V | è il volume del contenitore da proteggere; |
| K | è una costante fornita dalla Tabella 7.15. |
Il risultato Ns del numero di soppressori HRD dev’essere approssimato per eccesso. Inoltre, i soppressori devono essere omogeneamente distribuiti in tutte le superfici del contenitore da proteggere.
Tabella 7.15 – Determinazione della costante K (VDI 2263-4, FM Global, 2012)
| Caratteristica della sostanza | Costante K (m-2) | |||
|---|---|---|---|---|
| A, B | C | D | E | |
| Propano | 1,08 | 0,43 | 0,13 | - |
| St1 | 1,08 | 0,47 | 0,18 | 0,35 |
| St2 | 1,40 | 0,58 | 0,25 | 0,47 |
Un metodo alternativo per la determinazione di Ns basato sull’utilizzo di nomogrammi è proposto da ISSA14. Tale metodo possiede le seguenti limitazioni:
Pa (0,1 bar(g);
Pf (1 bar(g);
Pr = 60 bar(g);
Agente estinguente: monoammonio fosfato.
Alle condizioni indicate, il numero di soppressori HRD è quindi fornito dal seguente nomogramma (Figura 7.29).
In ogni caso, l’efficacia di base dei sistemi di soppressione HRD e dei relativi materiali estinguenti deve essere accuratamente testata (EN 14373).
Non è sempre possibile assicurare la distribuzione dell’agente di soppressione nell’intero volume protetto del contenimento a causa, per esempio, di ostruzioni interne al contenimento stesso. Gli ostacoli includono gli elementi filtranti (es. filtri a tessuto a maniche). Gli effetti di tali elementi di volume non protetto devono essere comunque presi in considerazione attraverso la metodologia proposta dalla Norma EN 14373.

dove:
V0 ≤ 0,5·V;
| è la massima pressione ridotta in presenza di sistemi di soppressione installati ed assenza di ostacoli; | |
| V0 | è il volume ostruito non protetto dall’agente di soppressione; |
| V | è il volume totale del contenimento; |
| Tu | è la temperatura iniziale presente nel contenimento; |
| Tb | è la temperatura adiabatica di fiamma; |
| Pmax | è la massima temperatura sviluppata dall’esplosione. |
Figura 7.29 – Nomogramma per la determinazione del numero minimo di soppressori HRD
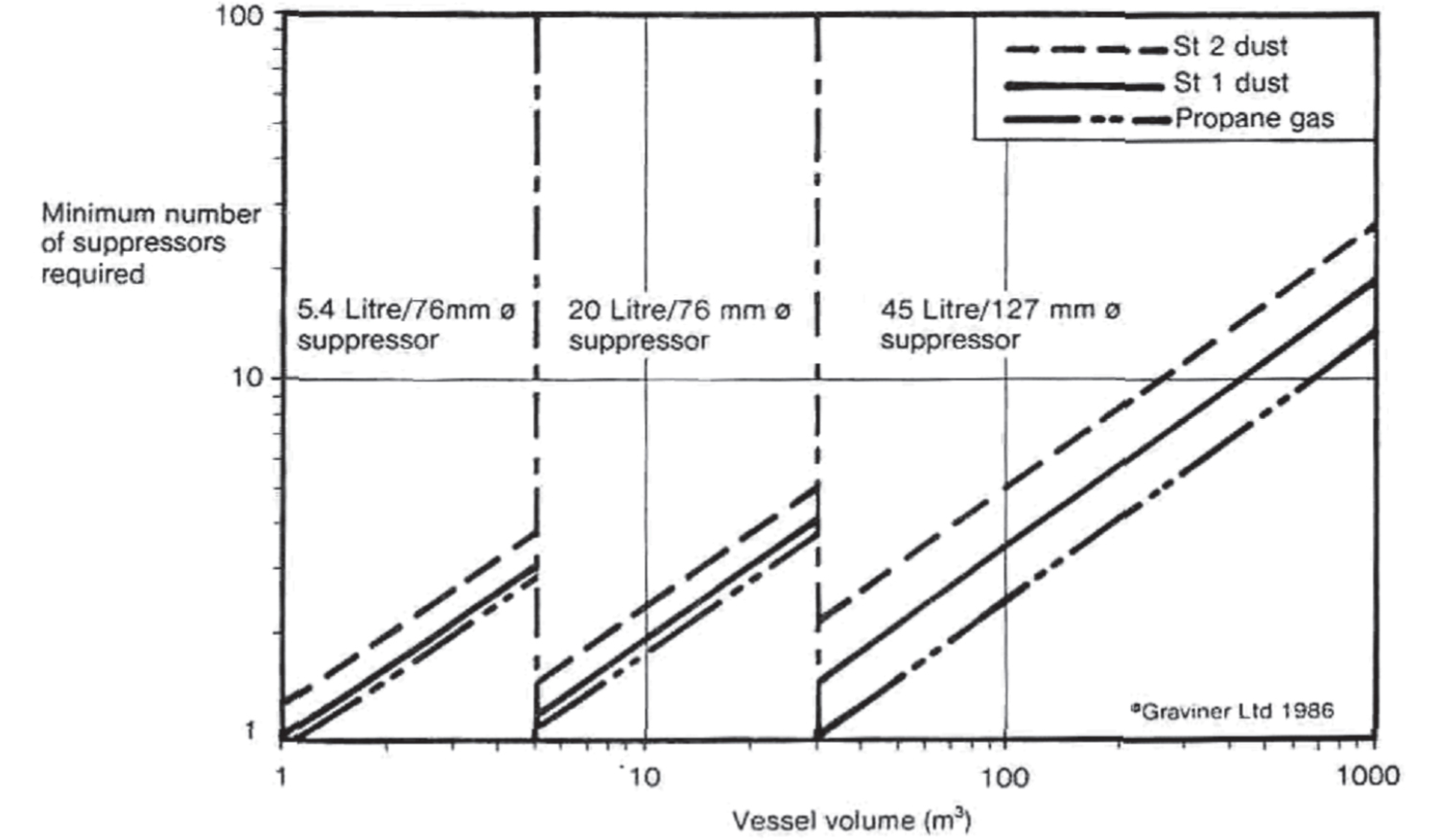
Fonte: Moore, 1989
7.5.6 I limiti di applicazione dei sistemi di soppressione HRD
L’efficacia di soppressione è legata alla configurazione di impianto e alle caratteristiche della scarica di soppressione. Complessivamente tuttavia, è possibile individuare i limiti di applicazione di tale tecnica in funzione delle caratteristiche di esplosione delle polveri combustibili presenti nel contenimento. Si ha, quindi (Hattwig et al., 2004):
-
massima pressione di esplosione: Pmax ≤ 10 bar;
-
massima caratteristica specifica di esplosione: Kst,max ≤ 300÷500 bar·m/s;
-
minima temperatura di accensione della nube: Tcl ≥ 280÷400 °C.
7.5.7 Marcatura e manutenzione
Un sistema di soppressione delle esplosioni è composto almeno dai tre seguenti apparecchi:
-
rilevatori/sensori;
-
soppressori HRD;
-
centralina di monitoraggio e controllo (CIE).
Tutti e tre gli apparecchi citati, ricadendo nell’ambito applicativo della Direttiva 2014/34/UE, devono essere singolarmente marcati CE-ATEX. Tuttavia, particolare attenzione deve essere posta al fatto che l’intero assieme composto dai tre apparecchi citati, ricade anch’esso nel campo applicativo della Direttiva 2014/34/UE come sistema di protezione e dovrà pertanto anch’esso essere marcato CE-ATEX ai sensi dell’art. 9.3, EN 14373.
I sistemi di soppressione delle esplosioni devono essere ispezionati da persona competente almeno una volta all’anno. Frequenze più ravvicinate possono essere necessarie in funzione delle caratteristiche del processo e/o dalle condizioni dell’ambiente.
La manutenzione comprende sia la manutenzione ordinaria che quella straordinaria a seguito dell’intervento del sistema di protezione.
7.6 I sistemi di isolamento contro le esplosioni
L’isolamento dall’esplosione è una tecnologia che permette il sezionamento dell’impianto e l’interruzione dell’onda di pressione e del fronte di fiamma tra apparecchiature interconnesse con tubazioni di collegamento. L’adozione di sistemi di isolamento contro le esplosioni, da realizzarsi in conformità alla Norma EN 15089, è giustificata dai seguenti motivi:
-
l’esplosione deve essere limitata al solo contenimento nel quale è avvenuta l’accidentale ignizione della miscela ATEX;
-
il fronte di fiamma che si propaga nella condotta è progressivamente accelerato a causa della turbolenza che esso stesso genera. Per lunghezze di condotta sufficientemente lunghe, questo si traduce in una fiamma a getto che entra nel contenitore posto a valle generando esplosioni di considerevole intensità;
-
evitare il fenomeno dell’accumulo di pressione, cioè dell’incremento della pressione nel contenitore posto a valle a causa della pressione di esplosione del contenitore a monte.
I sistemi di isolamento sono basati su diversi principi di funzionamento; in Tabella 7.16 ne è riportata una loro classificazione in funzione delle caratteristiche maggiormente significative.
Tabella 7.16 – Principali caratteristiche dei sistemi di isolamento dalle esplosioni per polveri
| Dispositivo | Tipo | Tipo di ATEX | Isolamento dall’esplosione | Isolamento dalla fonte di accensione | Isolamento del flusso (Pressione) |
|---|---|---|---|---|---|
| Barriere estinguenti | Attivo | Gas, Polveri | sì | sì | NO |
| Valvole ad azione rapida | Attivo | Gas, Polveri | sì | sì | sì |
| Dispositivo | Tipo | Tipo di ATEX | Isolamento dall’esplosione | Isolamento dalla fonte di accensione | Isolamento del flusso (Pressione) |
|---|---|---|---|---|---|
| Valvole rotative (rotocelle) | Passivo | Polveri | sì | * | sì |
| Deviatori di esplosione | Passivo | Polveri | NO | NO | sì |
| Fermafiamma | Passivo | Gas | sì | sì | NO |
* La valvola rotativa previene il passaggio del fronte di fiamma ma non sempre impedisce l’attraversamento di braci e/o scintille.
I sistemi di isolamento contro le esplosioni in genere risultano sempre composti da almeno i seguenti tre elementi:
-
sensori di rilevazione;
-
dispositivi di isolamento;
-
centraline di monitoraggio e controllo.
7.6.1 Sensori di rilevazione
I sensori possono operare su rilevazioni ottiche (UV, IR, visibile), di pressione (di tipo dinamico) oppure in base all’azionamento delle membrane di rottura o delle porte antiscoppio. In genere i sensori ottici sono installati all’interno delle condotte mentre i rilevatori di pressione si installano all’interno dei contenimenti.
7.6.2 Dispositivi di isolamento
I dispositivi di isolamento contro le esplosioni devono essere adottati quando sia tecnicamente prevedibile la propagazione all’interno delle condotte. Come abbiamo avuto modo di approfondire nel Capitolo 3, la propagazione dell’esplosione all’interno di condotte con ATEX dovute a gas, vapori e nebbie non risulta mai escludibile. Nel caso invece delle ATEX dovute a polveri combustibili, la propagazione dell’esplosione risulta improbabile nel caso di polveri St1 e diametri inferiori a 0,1 m, appare incerta per diametri compresi nel range 0,1 ÷ 0,2 m mentre, nel caso di diametri superiori a 0,2 m la propagazione dell’esplosione è uno scenario da tenere in sicura considerazione. In quest’ultimo caso il dimensionamento della condotta dovrà essere realizzato sulla base della Pred che si genera in relazione al rapporto Lunghezza/Diametro della tubazione (L/D) e alla caratteristica specifica di esplosione (Figura 7.30).
Nel seguito si illustrano le principali caratteristiche dei sistemi di isolamento contro le esplosioni elencati in Tabella 7.16.
7.6.2.1 Barriere estinguenti
Le barriere estinguenti sono dei sistemi di protezione concepiti per rilevare il fronte di fiamma ed estinguerlo nel giro di pochi millisecondi grazie alla scarica nella condotta di un’agente estinguente ad alta pressione. È importante osservare che la quantità di estinguente utilizzata dipende da più fattori, tra i quali: il tipo di ATEX trasportata, la velocità nominale del flusso nella tubazione e la velocità attesa dell’esplosione nel punto di azionamento della scarica. D’altro canto, l’estinguente deve essere chimicamente compatibile con il materiale trasportato. Un aspetto di particolare rilevanza è l’incapacità della barriera di arrestare le onde di pressione dell’esplosione; appare pertanto opportuno che i condotti siano adeguatamente dimensionati con tecniche di tipo EPR o EPSR.
Figura 7.30 – Pressione massima sviluppata durante l’esplosione di ATEX dovute a polveri combustibili che fluiscono a velocità inferiori a 2 m/s in un tubo liscio chiuso ad una estremità (NFPA 68)
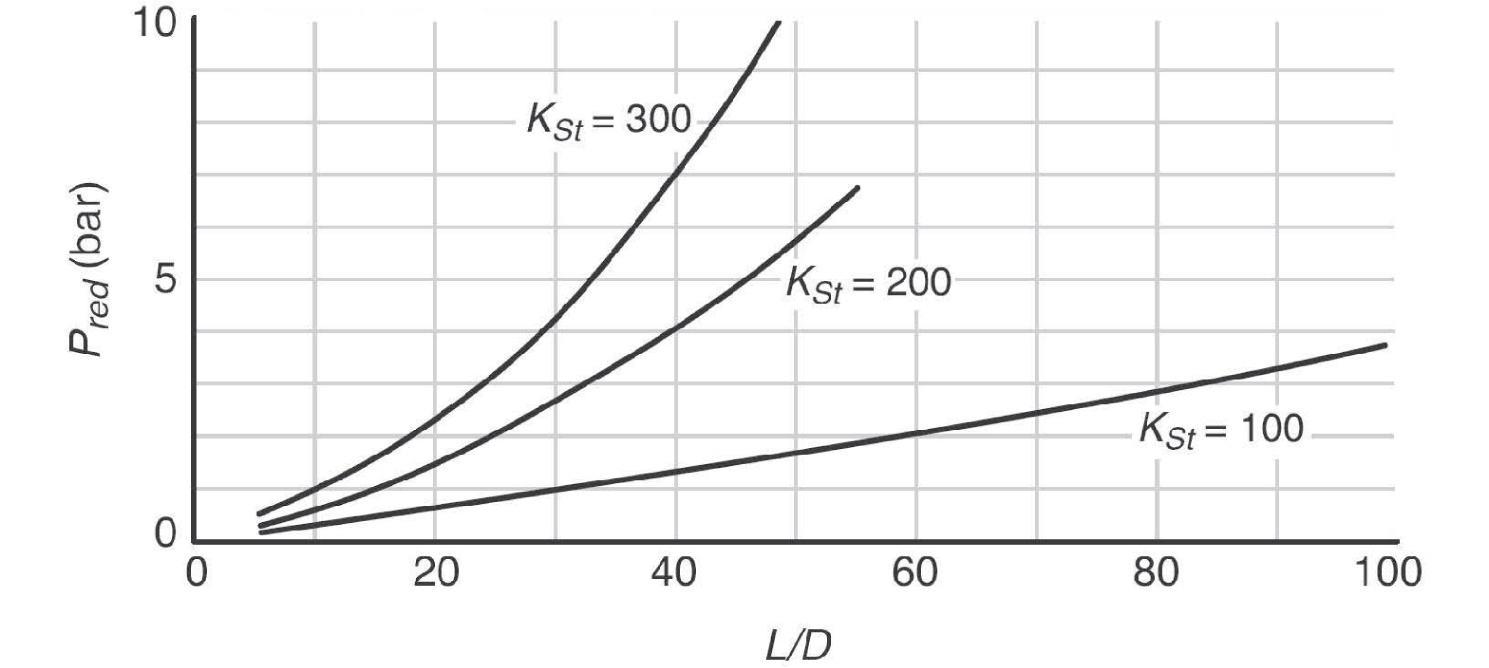
7.6.2.2 Valvole ad azione rapida
Le valvole ad azione rapida (Fast Active Valve) sono impiegate nelle tubazioni di interconnessione tra parti diverse dell’impianto con lo scopo, in caso di esplosione, di isolare la zona della deflagrazione dal resto dell’impianto. L’utilizzo di queste valvole possiede il vantaggio che l’elemento a ghigliottina è normalmente posto all’esterno della condotta da isolare; questo permette di evitare la presenza di ostruzioni e spigoli dentro la tubazione, elementi che, oltre ad aumentare le perdite di carico, possono ostruire la condotta a causa dell’accumulo di strati di polvere. Quando viene rilevata l’esplosione, il segnale è inviato alla centralina di comando e controllo, che provvede alla chiusura della valvola a ghigliottina in pochi millisecondi. È per questa motivazione che deve essere presente un azionamento della valvola a ghigliottina operante a un gas pressurizzato.
7.6.2.3 Valvole rotative
Le valvole rotative (rotocelle), normalmente utilizzate per il trasporto del particolato tra ambienti a pressione differente, possono fungere da barriere meccaniche di isolamento contro le esplosioni.
È dimostrato che, per isolare dall’esplosione, una valvola rotativa deve possedere i seguenti requisiti:
-
almeno tre lame per lato siano adiacenti alla carcassa;
-
le lame siano realizzate in metallo con spessore ≥ 2 mm;
-
tra le lame e la carcassa esista un gioco ≤ 0,2 mm.
Dato che la valvola rotativa a valvola rotativa previene il passaggio del fronte di fiamma ma non sempre impedisce l’attraversamento di braci e/o scintille, essa deve essere connessa ad una efficace centralina di comando e controllo che ne arresti velocemente la rotazione.
7.6.2.4 Deviatori di esplosione
I deviatori di esplosione, pur non essendo dei sistemi di isolamento contro l’esplosione, permettono di ridurre il Pressure Piling nella condotta. Consistono in una parte di condotta connessa a un’altra per mezzo di uno speciale raccordo. Una membrana di rottura, con Pstat inferiore a 0,1 bar e utilizzata per coprire la parte aperta del raccordo, in caso di esplosione cederà e sfogherà l’esplosione presente nella condotta. L’isolamento dall’esplosione avviene, quindi, grazie a un’inversione del flusso di circa 180° e all’apertura della membrana di rottura. Si ricorda che tale dispositivo non è applicabile in tutte quelle situazioni che prevedono la presenza in ciclo di sostanze tossiche e/o nocive. L’efficacia del deviatore di esplosione dipende in modo particolare dalla caratteristiche specifiche di esplodibilità della polvere. Purtroppo un deviatore di esplosione causa una notevole perdita di carico nelle tubazioni che devono essere compensate con un aumento della potenza dei ventilatori.
7.6.2.5 Fermafiamma
Il fermafiamma è un dispositivo che viene montato in corrispondenza dell’apertura di una struttura chiusa o alla tubazione di connessione di un sistema di strutture chiuse, e la cui funzione è quella di consentire il flusso, ma di impedire la trasmissione della fiamma. I criteri per la scelta dei fermafiamma è indicata in UNI EN 12874. A seconda della tipologia di installazione e costruzione di un fermafiamma, esso può essere idoneo a fenomeni deflagranti o detonanti, così come indicato in Tabella 7.17.
Tabella 7.17 – Classificazione dei fermafiamma per deflagrazione, detonazione stabile e instabile
| Applicazione | Classificazione del fermafiamma |
|---|---|
| Deflagrazione non confinata in una struttura chiusa o un contenitore | Deflagrazione di fine linea |
| Una deflagrazione confinata che si propaga lungo un tubo in una tubazione connessa | Deflagrazione in linea |
| Una deflagrazione confinata da una struttura chiusa o da una rete di tubazioni (rapporto lunghezza e diametro <5) verso l’atmosfera esterna o in una apparecchiatura connessa. | Deflagrazione prevolumetrica |
| Una detonazione stabile che si propaga lungo un tubo in una tubazione connessa | Detonazione stabile in linea |
| Una detonazione non stabile che si propaga lungo un tubo in una tubazione connessa | Detonazione instabile in linea |
| Una detonazione stabile in una struttura chiusa o in un contenitore | Detonazione stabile di fine linea |
7.6.3 Centraline di monitoraggio e controllo
Si rimanda a quanto già illustrato nel paragrafo relativo al venting.
7.6.4 Sistemi di rilevazione di braci e scintille
Una misura di riduzione del rischio da applicare alle tubazioni di collegamento e trasporto di miscele ATEX polvere/aria consiste nell’installazione di attrezzature di rilevazione ed estinzione di braci e scintille. Questi sistemi contribuiscono a diminuire il rischio di innesco delle polveri combustibili, benché non siano risolutivi, per almeno due motivi:
-
nei trasporti a bassa densità le braci, immerse in concentrazioni assimilabili al LEL delle polveri, possono essere non rilevate. Un LEL di 40 g/m3 può infatti schermare intensità luminose fino a 25 W in spessori di soli 2 metri;
-
nei trasporti pneumatici ad alta densità, con concentrazioni superiori tipicamente all’UEL, la brace verrebbe rilevata solo nei casi di scorrimento in adiacenza al sensore ottico.
È per questa ragione che viene comunque prescritta dalla Norma NFPA 69 l’integrazione con misure di protezione integrative come i sistemi di soppressione delle deflagrazioni o l’installazione di superfici di venting.
Il sistema di rilevazione ed estinzione delle scintille va installato in tubazioni di trasporto pneumatico. Tipicamente esso è composto da (Figura 7.31):
-
set di rilevatori di braci e/o scintille installati all’interno delle condotte di adduzione e trasporto;
-
almeno un’unità di estinzione installata a valle del rilevatore;
-
un pannello di controllo che fornisca l’energia accessoria, riceva i segnali del/i rilevatore/i e, in caso di necessità, azioni l’unità di estinzione.
Figura 7.31 – Esempio di sistema di rilevazione ed estinzione delle scintille
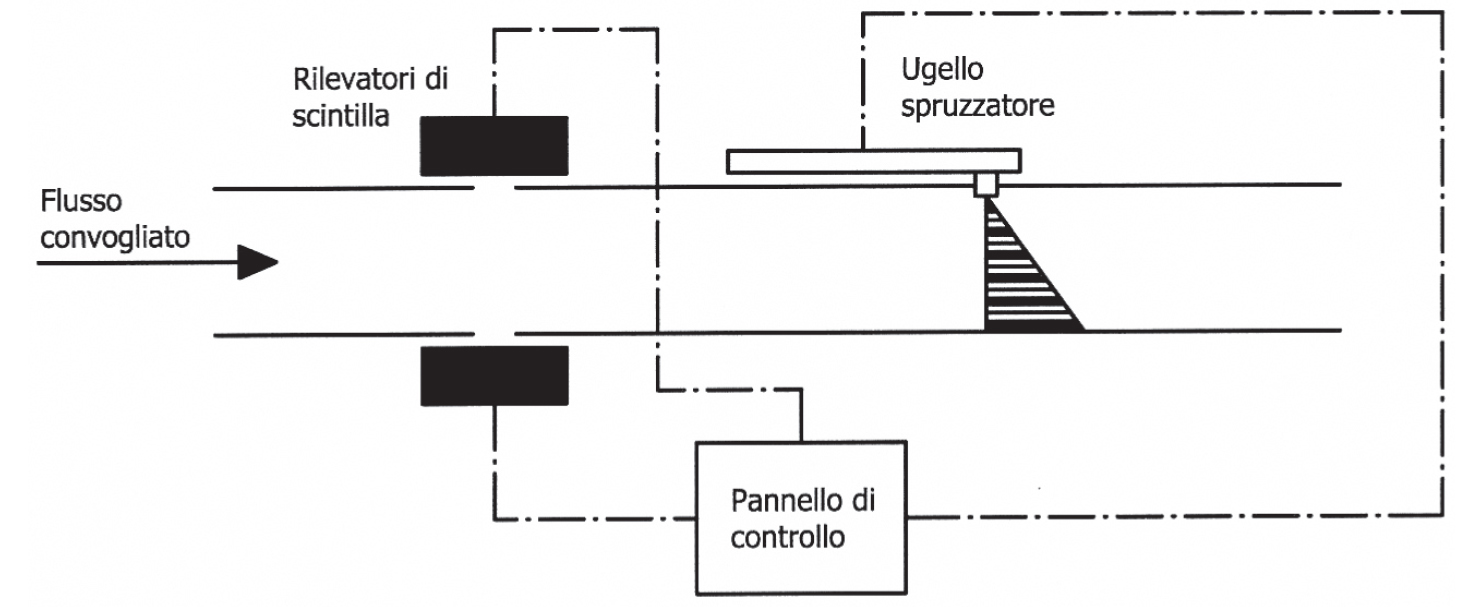
La sensibilità del rilevatore di scintilla è data dalla seguente equazione fornita dalla Norma NFPA 72:

dove:
| S | è la potenza radiante intercettata dal sensore (W) sufficiente a produrre la risposta di allarme; |
| k | è la costante di proporzionalità del rilevatore; |
| P | è la potenza radiante emessa dalla scintilla di test (W); |
| µ | è il coefficiente di assorbimento dell’aria nel campo di frequenze del sensore; |
| d | è la distanza tra la scintilla di test e il rilevatore (m). |
Sensibilità di 10 µW e velocità di risposta di 100 µs permettono la rilevazione di scintille grandi come punte di spillo che si muovono a velocità anche superiori a quella del suono.
I sistemi di rilevazione di scintilla devono essere installati all’interno dei condotti di trasporto pneumatico, in tratti normalmente al buio. La rilevazione avviene all’infrarosso con lunghezze d’onda comprese tra 0,5 e 2 µm, dove le braci emettono la maggiore energia (Figura 7.32).
Figura 7.32 – Emissione all’infrarosso di braci di legno incandescenti (NFPA 650)
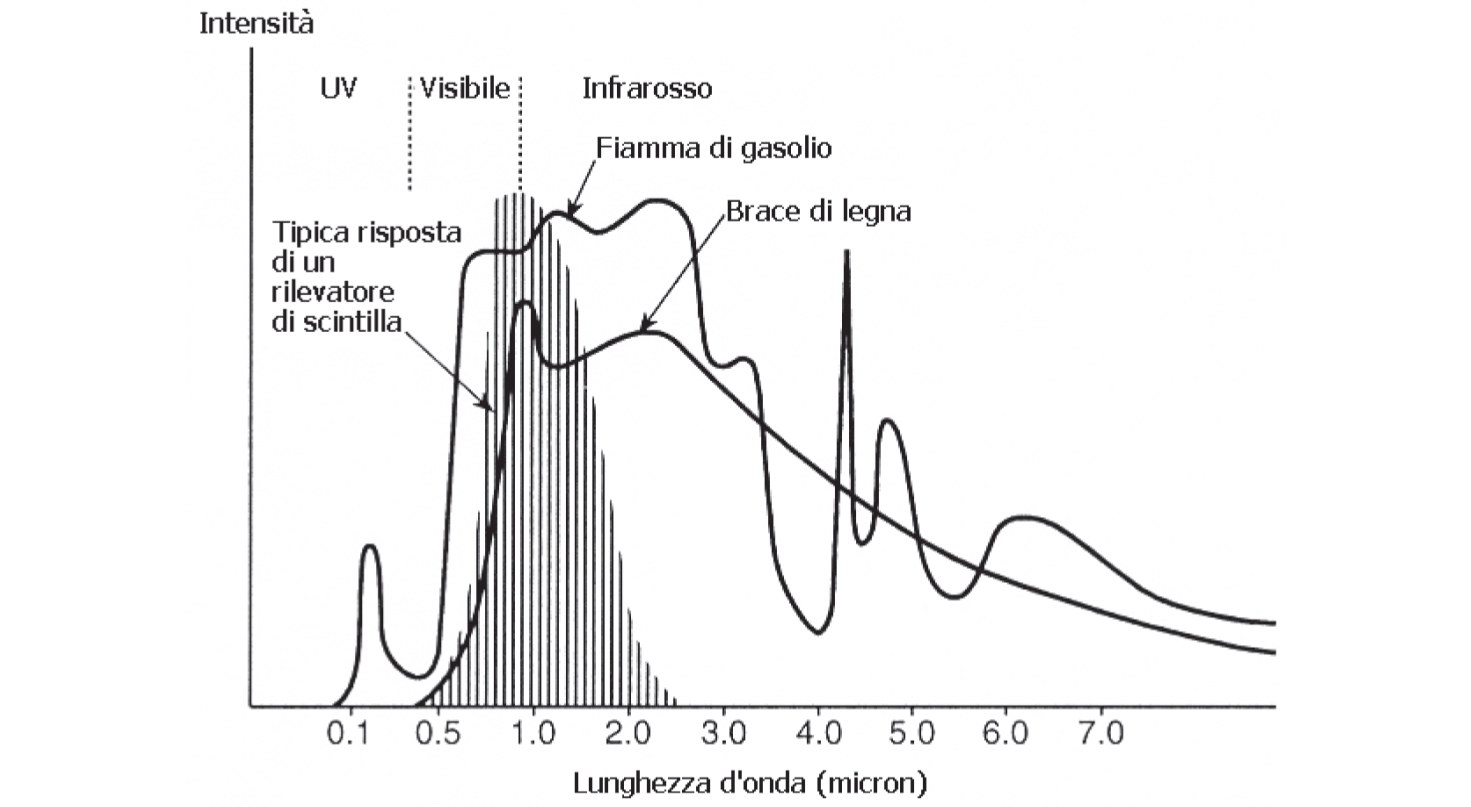
Un problema molto importante per questo tipologia di impianti è la distanza tra il rilevatore di scintilla e gli ugelli di spegnimento. La scintilla rilevata dovrà infatti giungere in prossimità degli ugelli quando essi sono già attivati. Pertanto la distanza tra il rilevatore e gli ugelli (L) non potrà essere inferiore a:
Ove la vflusso è la maggiore tra le velocità del flusso convogliato nelle diverse condizioni di funzionamento.
A valle dello spegnimento è opportuna un’ulteriore rilevazione che, se positiva, azionerà l’allarme esplosione.
Il ritorno di scintille o fiamme nell’ambiente di lavoro può essere evitato con l’adozione di appositi by-pass comandati da rilevatori di scintilla installati a monte del filtro a maniche.
Particolare attenzione dovrà essere posta alla compatibilità tra la sostanza estinguente e il materiale convogliato. Se la sostanza estinguente è acqua il sistema di rilevazione ed estinzione potrà essere usato solo per polveri di materiali trasportati compatibili con essa. Esempi di tali materiali sono:
-
legno (polvere, fibre, chips, trucioli);
-
rifiuti solidi urbani, RDF compreso;
-
carbone sia in pezzi che in polvere;
-
frammenti di plastica, carta derivanti dalla raccolta differenziata e destinati al riciclaggio;
-
sughero in polvere destinato alla produzione edilizia (es. pavimentazione e rivestimenti di pareti);
-
prodotti agricoli quali semi vari per la produzione di oli, gusci di noci, cacao in chicchi destinati al trattamento di raffinazione.
Esistono anche materiali incompatibili con l’acqua, molte volte non per motivi di sicurezza ma solo per motivi di praticità tecnologica. Esempi di tali prodotti sono:
-
fibre di cotone;
-
alimenti quali zucchero, spezie, farina;
-
grano e cereali;
-
tabacco;
-
alcuni farmaceutici e chimici.
In questi casi, l’estinzione successiva alla rilevazione all’infrarosso dovrà avvenire grazie all’utilizzo di agenti estinguenti speciali (anidride carbonica, polveri polivalenti). Tuttavia, l’estinzione basata sull’acqua potrà essere di supporto agli agenti estinguenti speciali; in tali casi però, la materia prima verrebbe irrimediabilmente danneggiata.
Esistono infine materiali incompatibili con l’acqua quali:
-
l’alluminio;
-
il magnesio;
-
il titanio;
-
lo zinco;
-
il litio.
Essi, reagendo con l’acqua, possono dar luogo a deflagrazioni di potenza rilevante. In questi casi, il trasporto potrà essere realizzato in un’atmosfera inerte di azoto a bassa temperatura o di anidride carbonica.
Figura 7.33 – Schema completo di funzionamento di un impianto di rilevazione ed estinzione delle scintille
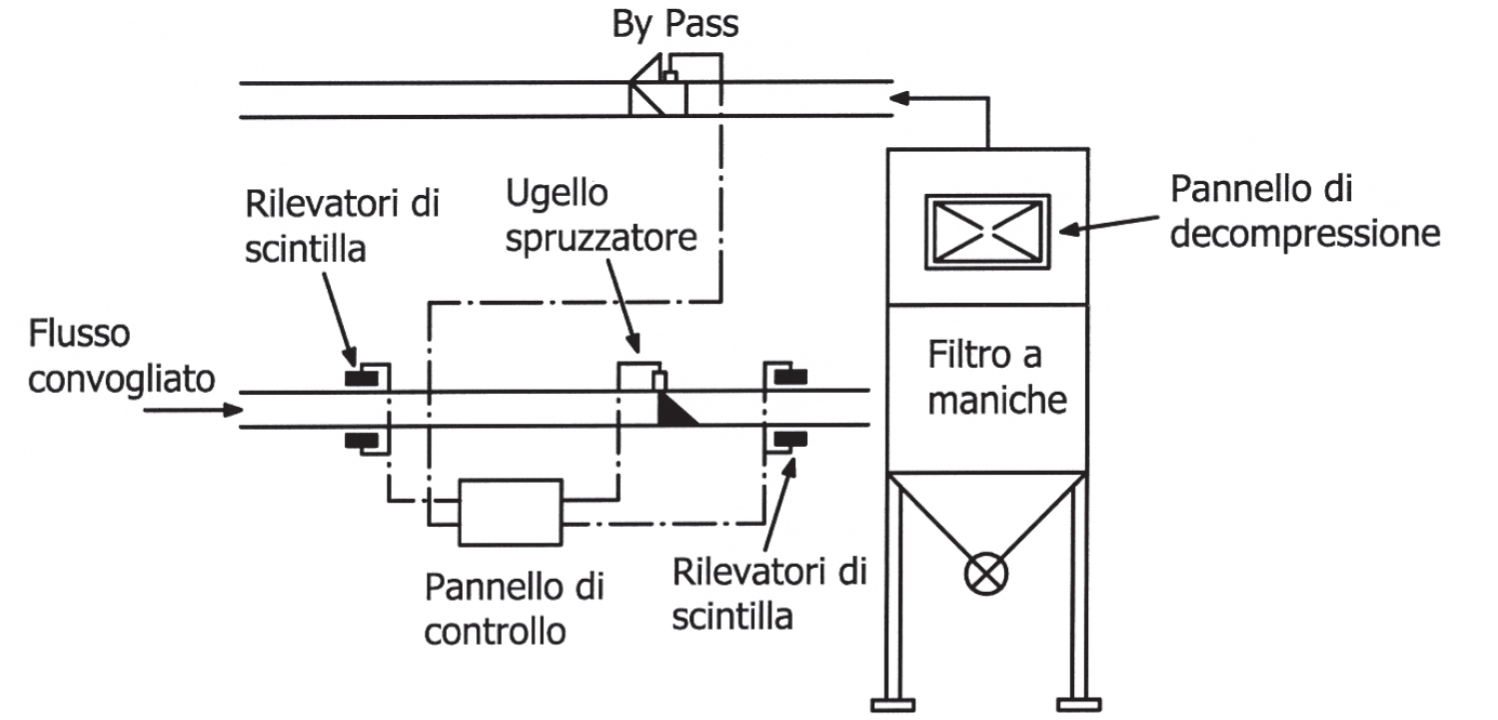
7.7 I sistemi di protezione installati precedentemente al 30 giugno 2003
Anche nel caso dei sistemi di protezione vale quanto specificato nel Capitolo 6. In particolare risulta indispensabile verificare che le attrezzature di lavoro, protette con i sistemi tecnici di cui al presente Capitolo e messe a disposizione dei lavoratori in data antecedente al 30 giugno 2003, generino effetti d’esplosione compatibili con gli ambienti di lavoro.
Infatti, una parte non trascurabile degli impianti installati al 30 giugno 2003 possiedono sistemi di protezione sottodimensionati. In particolare tale limite è presente con una certa frequenza nei sistemi di sfogo delle esplosioni.
A questo proposito sarà pertanto necessario procedere con una verifica di calcolo che consenta di confermare o meno l’adeguatezza dei sistemi di sfogo contro le esplosioni. Nel caso in cui la verifica non risulti soddisfatta sarà possibile procedere nei modi seguenti:
-
prevenire la formazione delle ATEX (Cfr. Capitolo 5), oppure, ove ciò non sia possibile;
-
prevenire le sorgenti di accensione (Cfr. Capitolo 6), oppure, ove ciò non sia possibile;
-
valutare l’opportunità di irrobustire il contenimento per garantire il raggiungimento di Pred compatibili con i valori di progetto dei sistemi di protezione installati (superficie di venting, numero, tipologia e disposizione dei soppressori, ecc.)15;
-
aumentare i parametri di efficacia dei sistemi di protezione (aree di sfogo, numero dei soppressori, ecc.).
Come già visto nel caso delle attrezzature di lavoro, le modifiche dei sistemi di protezione, migliorando le condizioni di sicurezza (sempre che non comportino modifiche nelle modalità di utilizzo e delle prestazioni previste dal costruttore), non configurano immissione sul mercato della macchina ai sensi dell’art. 71, comma 5, D.Lgs. n. 81/2008. A questo fine sarà pertanto necessario realizzare un’analisi16 atta ad evidenziare che:
-
l’intervento è migliorativo della sicurezza dell’impianto;
-
I sistemi di protezione risultano compatibili con l’impianto in essere e non determinano rischi ulteriori ed aggiuntivi rispetto a quelli previsti dal costruttore originario.
Deve inoltre essere acquisita la documentazione di conformità CE-ATEX (marcatura, dichiarazioni di conformità, manuali di uso e manutenzione) di tutti i sistemi di protezione nuovi installati. Infine, dato che la memoria tecnica delle modifiche subite dall’impianto deve essere conservata deve essere prevista in sede contrattuale la fornitura di schemi tecnici e relazioni riepilogative dell’intervento realizzato.
Particolare attenzione deve essere posta alle modalità di marcatura CE-ATEX dell’intervento. Nel caso di un sistema di soppressione delle esplosioni HRD oltre alla marcatura di ogni singolo apparecchio dovrà essere marcato l’insieme nel suo complesso. Nel caso l’intervento determini modifiche sostanziali sarà necessario prevedere l’iter CE di marcatura.
7.8 L’emergenza e l’evacuazione in caso di esplosione
L’accadimento di un’esplosione negli ambienti di lavoro deve essere sicuramente evitata, tranne nei casi in cui i sistemi di sfogo dell’esplosione studiati in questo Capitolo veicolino gli effetti in un luogo sicuro.
A questo proposito le previsioni del Titolo XI, D.Lgs. n. 81/2008 sono le seguenti:
Art. 293, comma 3, D.Lgs. n. 81/2008
Se necessario, le aree in cui possono formarsi atmosfere esplosive in quantità tali da mettere in pericolo la sicurezza e la salute dei lavoratori sono segnalate nei punti di accesso a norma dell’Allegato LI e provviste di allarmi ottico/acustici che segnalino l’avvio e la fermata dell’impianto, sia durante il normale ciclo sia durante un’emergenza in atto.
Allegato L, Parte A, punto 2.6, D.Lgs. n. 81/2008
Se del caso, i lavoratori sono avvertiti con dispositivi ottici e acustici e allontanati prima che le condizioni per un’esplosione siano raggiunte.
Tra le possibili azioni successive all’emergenza in caso di esplosione si elencano:
-
il rifugio fisico;
-
il rapido allontanamento degli operatori;
-
il rapido allontanamento verso un rifugio;
-
l’evacuazione coordinata della popolazione.
Tali azioni, come evidenziato in Tabella 7.18, nei casi in cui i lavoratori siano all’interno degli effetti prevedibili dell’esplosione, risultano nella maggioranza delle situazioni inefficaci (Capitolo 8).
Tabella 7.18 – Efficacia delle azioni successive all’esplosione
| Effetto dell’esplosione | Rifugio fisico | Rapido allontanamento degli operatori | Rapido allontanamento verso un rifugio (dopo l’accadimento) | Evacuazione coordinata della popolazione |
|---|---|---|---|---|
| Radiazione termica dell’incendio di pozza | Molto efficace | Molto efficace | Molto efficace | Molto efficace |
| Radiazione termica dell’incendio a getto | Molto efficace | Molto efficace | Molto efficace | Molto efficace |
| BLEVE | Molto efficace se il rifugio è posto a distanza sufficiente dagli effetti dell’onda d’urto | Beneficio limitato. Tempo di fuga limitato | Beneficio limitato dato che i tempi di fuga possono essere insufficienti (il firewall può superare la velocità di fuga) | Nessun beneficio (il tempo a disposizione non consente un’evacuazione coordinata) |
| Pre-BLEVE | Molto efficace se il rifugio è posto a distanza sufficiente dagli effetti dell’onda d’urto | Efficace | Efficace | Beneficio limitato in caso di preallarmi molto ravvicinati |
| Effetto dell’esplosione | Rifugio fisico | Rapido allontanamento degli operatori | Rapido allontanamento verso un rifugio (dopo l’accadimento) | Evacuazione coordinata della popolazione |
|---|---|---|---|---|
| Flash Fire | Beneficio limitato dovuto all’ingresso dei vapori infiammabili | Beneficio limitato. La velocità delle fiamme può essere maggiore della velocità di fuga | Beneficio limitato. La velocità delle fiamme può essere maggiore della velocità di fuga | Nessun beneficio (il tempo a disposizione non consente un’evacuazione coordinata) |
| Sovrappressione dell’esplosione | Aumento del rischio di collasso delle strutture anche con basse sovrappressioni | Beneficio molto limitato. Tempo di fuga pressoché nullo | Beneficio molto limitato. Tempo di fuga pressoché nullo | Nessun beneficio (il tempo a disposizione non consente un’evacuazione coordinata) |
| Frammenti dell’esplosione | Limitato dato che esiste protezione dai frammenti primari ma dei frammenti secondari possono essere generati | Nessun beneficio. Tempo di fuga pressoché nullo | Nessun beneficio. Tempo di fuga pressoché nullo | Nessun beneficio (il tempo a disposizione non consente un’evacuazione coordinata) |
| Esposizione a tossici | Molto efficace se la ventilazione forzata non è utilizzata | Efficace se la fuga è rapida e si è in presenza di parametri di nube favorevoli: dimensione e velocità del vento | Efficace se la fuga è rapida e si è in presenza di parametri di nube favorevoli: dimensione e velocità del vento | Efficacia incerta durante il rilascio |
Fonte: AICHE, 2000
Alla luce delle considerazioni appena esposte si conclude che non esiste alcuna misura di evacuazione efficace per la protezione dei lavoratori all’interno degli effetti previsti dell’esplosione. Le dinamiche ed i tempi del fenomeno non consentono alcuna possibilità di evitare il danno nel momento in cui l’esplosione si manifesta e le persone sono presenti nel raggio d’azione. Sarà pertanto assolutamente indispensabile operare secondo le seguenti modalità:
-
nei casi in cui siano presenti sistemi di allarme che preavvisano il possibile rischio di esplosione (es. guasto di inertizzazione, avvio e termine di un trasporto pneumatico) i lavoratori dovranno portarsi all’esterno della zona degli effetti previsti dell’esplosione fino a che non sia cessato l’allarme. Le zone a rischio di esplosione devono essere indicate con la segnaletica prevista nell’Allegato LI, D.Lgs. n. 81/2008;
-
nei casi in cui si prevede lo sfogo dell’esplosione con dispositivi di venting (membrane di rottura, porte antiscoppio) non deve essere permesso l’accesso alle zone di sfogo dell’esplosione anche con l’utilizzo della segnaletica prevista nell’Allegato LI, D.Lgs. n. 81/2008;
-
successivamente all’esplosione sarà necessario adottare le necessarie misure di contenimento del rischio tra le quali, oltre alle misure previste in caso di incendio e sisma (elenco non esaustivo):
Tutto il personale
-
Divieto di utilizzo di fiammiferi ed accendini anche al buio. In tali situazioni non si può escludere la presenza di sacche di gas infiammabile;
-
Allontanarsi da vetri, finestre, specchi, lampadari, non si può escludere un’ulteriore esplosione successiva all’evento primario;
-
Attendere istruzioni da parte degli addetti alla gestione dell’emergenza;
-
Utilizzare i dispositivi di protezione delle vie respiratorie eventualmente forniti;
Responsabili di linea
-
Porre in sicurezza le apparecchiature e gli impianti;
Addetti all’emergenza
-
Disalimentare e togliere tensione ai servizi non necessari alla sicurezza degli impianti e servizi;
-
Sezionare le tubazioni di alimentazione di gas e liquidi infiammabili;
-
Provvedere al raffreddamento dei mantelli esterni dei contenimenti;
-
Bagnare eventuali polveri presenti nel luogo di lavoro già presenti oppure espulse dai contenimenti17;
-
Bonificare gli sversamenti di liquidi con materiale assorbente specifico;
-
Provvedere alla protezione dei tombini;
Addetti al pronto soccorso aziendale
-
Non spostare una persona traumatizzata dall’esplosione a meno che non sia previsto un crollo imminente delle strutture o un avvicinamento rapido dell’incendio e attendere gli addetti del 118.
Il piano di emergenza in caso di esplosione è opportuno sia coordinato con quello previsto in caso di incendio ai sensi del D.M. 10 marzo 1998.
7.8.1 Le misure di protezione ed il D.Lgs. n. 81/2008
Nel seguito si riepilogano e misure di prevenzione e protezione applicabili e conseguenti all’individuazione dei sistemi di protezione contro le esplosioni. Tali disposizioni derivano dall’applicazione del D.Lgs. n. 81/200818. e possiedono una validità generale. Le misure specifiche sono invece riportate nella Normativa tecnica armonizzata di cui fa parte l’UNI EN 1127-1 che risulta citata nell’Allegato XLIX, D.Lgs. n. 81/2008. Le disposizioni generali applicabili, poste in capo al datore di lavoro, sono le seguenti:
-
scelta, installazione, collaudo, utilizzo, controllo, verifica e manutenzione delle attrezzature di lavoro (sistemi di protezione), DPI e impianti ed apparecchiature elettriche in conformità al Titolo III, D.Lgs. n. 81/2008;
-
limitare, anche attraverso misure procedurali ed organizzative previste dalla Normativa vigente, gli effetti pregiuzievoli sulla salute e sicurezza dei lavoratori in caso di esplosione dovuta all’accensione di sostanze infiammabili (art. 225, comma 5, lett. b, D.Lgs. n. 81/2008);
-
adottare sistemi di protezione collettiva ed individuale conformi alle disposizioni legislative e regolamentari pertinenti, in particolare per quanto riguarda l’uso in atmosfere esplosive (art. 225, comma 6, D.Lgs. n. 81/2008);
-
attenuare gli effetti pregiudizievoli di un’esplosione in modo da garantire la sicurezza e salute dei lavoratori (art. 289, comma 2, lett. b, D.Lgs. n. 81/08);
-
valutazione dell’entità degli effetti prevedibili dell’esplosione (art. 290, comma 1, lett. d, D.Lgs. n. 81/2008);
-
le aree classificate devono essere segnalate nei punti di accesso e devono essere provviste di allarmi ottico/acustici che segnalino l’avvio e la fermata dell’impianto, sia durante il normale ciclo sia durante un’emergenza in atto (art. 293 e Allegato LI, D.Lgs. n. 81/2008);
-
coordinamento tra DDL integrativo rispetto a quanto previsto dall’art. 26, D.Lgs. n. 81/2008 (art. 292 e Allegato L, Parte A, D.Lgs. n. 81/2008). In particolare:
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
1.2. Istruzioni scritte e autorizzazione al lavoro.
Ove stabilito dal documento sulla protezione contro le esplosioni:
a) il lavoro nelle aree a rischio si effettua secondo le istruzioni scritte impartite dal datore di lavoro;
b) è applicato un sistema di autorizzazioni al lavoro per le attività pericolose e per le attività che possono diventare pericolose quando interferiscono con altre operazioni di lavoro.
Le autorizzazioni al lavoro sono rilasciate prima dell’inizio dei lavori da una persona abilitata a farlo.
(…)
Per la qualifica di personale esperto, ed al fine di realizzare e mantenere in efficienza e sicurezza, impianti elettrici in luoghi classificati, si può fare riferimento alle Norme tecniche armonizzate relative ai settori specifici quali le seguenti:
EN 60079-14 (CE1 31-33) “Costruzioni elettriche per atmosfere esplosive per la presenza di gas. Parte 14: Impianti elettrici nei luoghi con pericolo di esplosione per la presenza di gas (diversi dalle miniere)”
EN 61241-14 “Costruzioni elettriche destinate ad essere utilizzate in presenza di polveri combustibili. Parte 14: Scelta ed installazione”
EN 60079-17 “Costruzioni elettriche per atmosfere esplosive per la presenza di gas”. Parte 17: “Verifica e manutenzione degli impianti elettrici nei luoghi con pericolo di esplosione per la presenza di gas (diversi dalle miniere)”
EN 61241-17 “Costruzioni elettriche destinate ad essere utilizzate in presenza di polveri combustibili. Parte 17: Verifica e manutenzione degli impianti elettrici nei luoghi con pericolo di esplosione (diversi dalle miniere)”
EN 60079-19 “Atmosfere esplosive. Parte 17: Riparazioni, revisione e ripristino delle apparecchiature”.
(…)
-
Informazione e formazione dei lavoratori (art. 294-bis e Allegato L, Parte A, D.Lgs. n. 81/2008). In particolare:
Art. 294-bis, D.Lgs. n. 81/2008
1. Nell’ambito degli obblighi di cui agli articoli 36 e 37, il datore di lavoro provvede affinché i lavoratori esposti al rischio di esplosione e i loro rappresentanti vengano informati e formati in relazione al risultato della valutazione dei rischi con particolare riguardo:
(…)
d) ai rischi connessi alla presenza di sistemi di protezione dell’impianto;
(…)
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
1.1. Formazione professionale dei lavoratori. Il datore di lavoro provvede ad una sufficiente ed adeguata formazione in materia di protezione dalle esplosioni dei lavoratori impegnati in luoghi dove possono formarsi atmosfere esplosive.
(…)
-
Il piano di emergenza ed evacuazione deve essere integrato con il rischio derivante da esplosione. In particolare:
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
2.7. Ove stabilito dal documento sulla protezione contro le esplosioni, sono forniti e mantenuti in servizio sistemi di evacuazione per garantire che in caso di pericolo i lavoratori possano allontanarsi rapidamente e in modo sicuro dai luoghi pericolosi.
(…)
-
Le attrezzature da utilizzare nelle aree in cui possono formarsi atmosfere esplosive, già utilizzate o a disposizione dell’impresa o dello stabilimento per la prima volta prima del 30 giugno 2003, devono soddisfare, a decorrere da tale data, i requisiti minimi di cui all’allegato L, parte A, fatte salve le altre disposizioni che le disciplinano. In particolare:
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
2.1. Fughe e emissioni, intenzionali o no, di gas, vapori, nebbie o polveri combustibili che possano dar luogo a rischi di esplosioni sono opportunamente deviate o rimosse verso un luogo sicuro o, se ciò non è realizzabile, contenuti in modo sicuro, o resi adeguatamente sicuri con altri metodi appropriati.
(…)
2.4. Impianti, attrezzature, sistemi di protezione e tutti i loro dispositivi di collegamento sono posti in servizio soltanto se dal documento sulla protezione contro le esplosioni risulta che possono essere utilizzati senza rischio in un’atmosfera esplosiva. Ciò vale anche per attrezzature di lavoro e relativi dispositivi di collegamento che non sono apparecchi o sistemi di protezione ai sensi del decreto del Presidente della Repubblica 23 marzo 1998, n. 126, qualora possano rappresentare un pericolo di accensione unicamente per il fatto di essere incorporati in un impianto. Vanno adottate le misure necessarie per evitare il rischio di confusione tra i dispositivi di collegamento.
(…)
2.8. Anteriormente all’utilizzazione per la prima volta di luoghi di lavoro che comprendono aree in cui possano formarsi atmosfere esplosive, è verificata la sicurezza dell’intero impianto per quanto riguarda le esplosioni. Tutte le condizioni necessarie a garantire protezione contro le esplosioni sono mantenute. La verifica del mantenimento di dette condizioni è effettuata da persone che, per la loro esperienza e formazione professionale, sono competenti nel campo della protezione contro le esplosioni.
2.9. Qualora risulti necessario dalla valutazione del rischio:
a) deve essere possibile, quando una interruzione di energia elettrica può dar luogo a rischi supplementari, assicurare la continuità del funzionamento in sicurezza degli apparecchi e dei sistemi di protezione, indipendentemente dal resto dell’impianto in caso della predetta interruzione;
b) gli apparecchi e sistemi di protezione a funzionamento automatico che si discostano dalle condizioni di funzionamento previste devono poter essere disinseriti manualmente, purché ciò non comprometta la sicurezza. Questo tipo di interventi deve essere eseguito solo da personale competente;
c) in caso di arresto di emergenza, l’energia accumulata deve essere dissipata nel modo più rapido e sicuro possibile o isolata in modo da non costituire più una fonte di pericolo.
(…)
-
le attrezzature da utilizzare nelle aree in cui possono formarsi atmosfere esplosive, che sono a disposizione dell’impresa o dello stabilimento per la prima volta dopo il 30 giugno 2003, devono soddisfare i requisiti minimi di cui all’allegato L, parti A e B.
-
Applicazione dell’Allegato IV, D.Lgs. n. 81/2008. In particolare:
Allegato IV, Parti 1, 3 e 4, D.Lgs. n. 81/2008
1. AMBIENTI DI LAVORO
1.6.2. Quando in un locale le lavorazioni ed i materiali comportino pericoli di esplosione o specifici rischi di incendio e siano adibiti alle attività che si svolgono nel locale stesso più di 5 lavoratori, almeno una porta ogni 5 lavoratori deve essere apribile nel verso dell’esodo ed avere larghezza minima di m 1,20.
3. VASCHE, CANALIZZAZIONI, TUBAZIONI, SERBATOI, RECIPIENTI, SILOS
(…)
3.8. I serbatoi tipo silos per materie capaci di sviluppare gas o vapori, esplosivi o nocivi, devono, per garantire la sicurezza dei lavoratori, essere provvisti di appropriati dispositivi o impianti accessori, quali chiusure, impianti di ventilazione, valvole di esplosione.
(…)
4. MISURE CONTRO L’INCENDIO E L’ESPLOSIONE
(…)
4.7.1. Nei locali di cui al punto precedente devono essere predisposte nelle pareti o nei solai adeguate superfici di minor resistenza atte a limitare gli effetti delle esplosioni.
4.7.2. Dette superfici possono essere anche costituite da normali finestre o da intelaiature a vetri cieche fissate a cerniera ed apribili verso l’esterno sotto l’azione di una limitata pressione.
4.7.3. In ogni caso dette superfici di minor resistenza devono essere disposte in modo che il loro eventuale funzionamento non possa arrecare danno alle persone.
(…)
4.10. I dispositivi di aspirazione per gas, vapori e polveri esplosivi o infiammabili, tanto se predisposti in applicazione del punto 2.1.8.1, quanto se costituenti elementi degli impianti di produzione o di lavorazione, devono rispondere ai seguenti requisiti:
4.10.1. Essere provvisti di valvole di esplosione, collocate all’esterno dei locali in posizione tale da non arrecare danno alle persone in caso di funzionamento;
(…).
7.9 Esempi applicativi ed approfondimenti
7.9.1 Tipologia di sollecitazione in un contenimento protetto con venting
Si vuole determinare il DLF nel caso di un contenimento (silos), protetto con membrane di rottura poste alla sommità. Le caratteristiche del contenimento e della polvere in esso contenuta sono le seguenti:
-
Diametro: D = 4 m
-
Altezza: L = 20 m
-
Spessore lamiere: s = 3 mm
-
Acciaio utilizzato per i profili e lamiere: S 275 UNI EN 10027 (ex Fe 430)
-
Modulo di elasticità: E = 210000 MPa (a 20 °C)
-
Caratteristica specifica di esplosione: Kst = 110 bar·m/s
-
Pressione massima sviluppata durante l’esplosione: Pmax = 7 bar
-
Pressione massima sviluppata nell’esplosione sfogata: Pred = 0,3 bar
-
Superficie di venting: Ae = 10 m2
Con i valori assunti si calcolano la massa per unità di lunghezza del silos (m), il momento di inerzia (I) ed il volume (V):
-
m ≌ 300 kg/m
-
I ≌ 0,0755 m4
-
V ≌ 251 m3
La prime tre frequenze di risonanza del silos si ottengono con attraverso le seguenti relazioni (Blevins, 2000; Tabella 8.1, caso 3):


Mentre la durata dell’esplosione, calcolata con l’eq. 7.2 risulta uguale a:

Il rapporto T/Tn nel caso più sfavorevole (seconda frequenza di risonanza), è unitario. La sollecitazione risulta dinamica ed è pertanto necessario adottare il massimo Fattore Dinamico del Carico (DLF) indicato in Figura 7.3.
7.9.2 Calcolo della pressione ridotta in un ciclone depolveratore
Si considera un ciclone di depolverazione.
Qui, la serie di cicloni da realizzarsi è posta a monte di un silos di deposito di polvere di cellulosa (Kst = 229 bar·m·s-1, matr. N. 0004 – BIA Report 13/97). Il ciclone, essendo posto in località marina, deve essere realizzato in lamiera d’acciaio AISI 304 dello spessore di 3 mm. Le dimensioni di tale dispositivo sono riportate in Figura 7.34. Tutte le saldature saranno di testa a completa penetrazione ed eseguite in classe I con metodologia MIG. Si debba calcolare il valore della pressione ridotta Pred che servirà al dimensionamento dei sistemi di venting che saranno posti in sommità del ciclone stesso. All’interno del ciclone (zona “sporca”) è presente in modo continuo per lunghi periodi un’ATEX sotto forma di nube di polvere combustibile in aria; la classificazione di tale zona è dunque di tipo 20.
Figura 7.34 – Dimensioni del ciclone di depolverazione
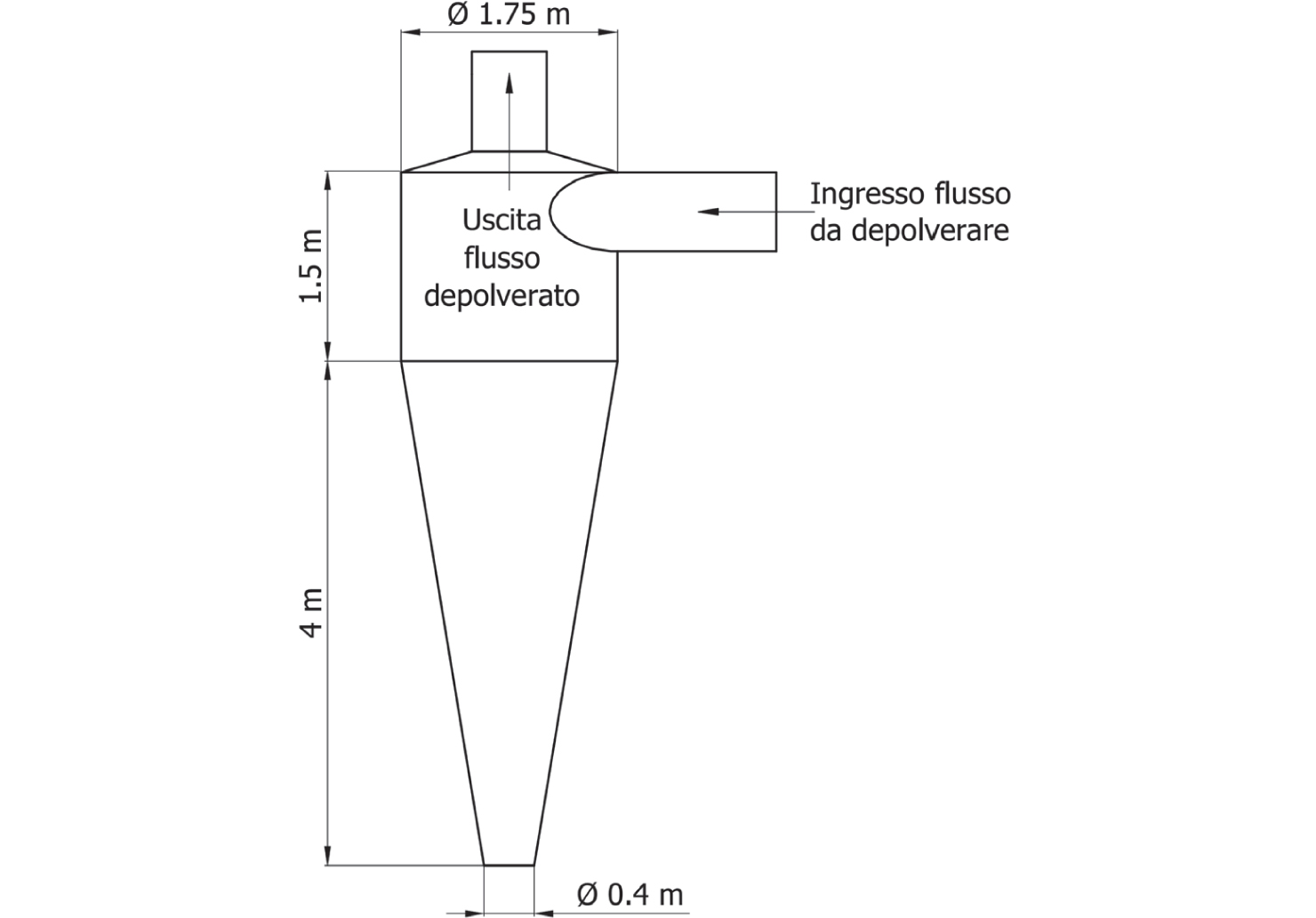
7.9.2.1 Scelta della tipologia di contenimento dell’esplosione
La metodologia progettuale con la quale verranno sviluppati i calcoli è l’EPSR.
7.9.2.2 Verifica del limite dei dati in ingresso
Cilindro

I limiti dei dati in ingresso sono verificati.
Cono

Anche in questo caso i limiti dei dati in ingresso siano verificati.
7.9.2.3 Calcolo della tensione ammissibile
L’acciaio AISI 304 (X5CrNi1810 UNI EN 10088) possiede le seguenti caratteristiche:
σp0,2 = 230 N/mm2
σp1,0 = 260 N/mm2
σr = 540 ÷ 750 N/mm2
A min = 45%
La tensione ammissibile di calcolo è fornita dalla EN 13445-3, come modificata dalla EN 14460. Si ottiene:

Poiché stiamo conducendo la valutazione basandoci sull’equazione di Mariotte (stato tensionale bidimensionale di membrana) la tensione ammissibile, ai sensi della nuova revisione della norma EN 14460, si assume uguale alla tensione nominale di calcolo nonostante la presenza di un materiale duttile. Invece, nel caso in cui il calcolo fosse realizzato con strumenti FEM tridimensionali, si potrebbe applicare un coefficiente moltiplicativo pari a 1,5 così come previsto dall’art. 6.2.1, EN 14460. Si, quindi:

7.9.2.4 Calcolo della pressione ridotta
Cilindro
La pressione di progetto è la seguente:

La saldatura longitudinale di testa a completa penetrazione di classe I determina l’assunzione del coefficiente Fq = 0,67 mentre lo spessore t pari a 3 mm implica un fattore correttivo Ft pari a 1. La pressione ridotta sarà quindi pari a:

Cono
Il semiangolo al vertice del cono è pari a:

la pressione di progetto sarà dunque pari a:

La pressione ridotta sarà infine uguale a:

La pressione ridotta complessiva sarà la minore tra quelle le calcolate.
7.9.2.5 Verifica della necessità di irrigidimento
è necessario verificare l’opportunità di irrigidire la giunzione cilindro cono. Utilizzando come dato in ingresso tj = 0,717 mm si ottiene:

e

Si nota che la convergenza delle equazioni si verifica per un valore dello spessore di calcolo pari a 0,717 mm. Tale valore, essendo inferiore agli spessori di costruzione del sia cilindro sia del cono, non rende necessario l’irrigidimento.
7.9.3 Test di validazione dell’eq. 7.18 relativa alla deformazione plastica di una membrana di forma rettangolare (IChemE, 2000)
Il programma di validazione dell’IChemE dell’eq. 7.18 ha incluso una serie di test tra cui quello di seguito riportato. Il parallelepipedo testato possedeva dimensioni, espresse in metri, uguali a 1,1 x 1,1 x 1,155 con un spessore della lamiera pari a 0,711 mm ed angoli non rinforzati. Il cubo, assicurato ad un base d’acciaio, è stato sottoposto ad una pressione statica massima di 1 bar(g). Esso ha manifestato gli inizi della deformazione plastica a partire da 0,37 bar(g) e alla massima pressione di test, rappresentata in Figura 7.35, la forma risultata assimilabile ad uno sferoide deforme. Durante il test non si sono manifestati cedimenti strutturali della saldatura né perdite di pressurizzazione. Assumendo i seguenti parametri di calcolo:
σs = 154 N/mm2
E = 210000 N/mm2
ε = 0,02 = 2%
r = 1 (dimensioni lamiera 1,1m x 1,1m)
t = 0,71 1mm
b = 1100 mm
Fs = 1
La deformazione della lamiera pari al 2% si manifesta in corrispondenza al seguente valore di pressione Pf:

Tale valore risulta compatibile con la pressione che ha determinato l’inizio della deformazione plastica (P = 0,37 bar(g)).
Figura 7.35 – Test di pressione quasi-statica in contenimento metallico
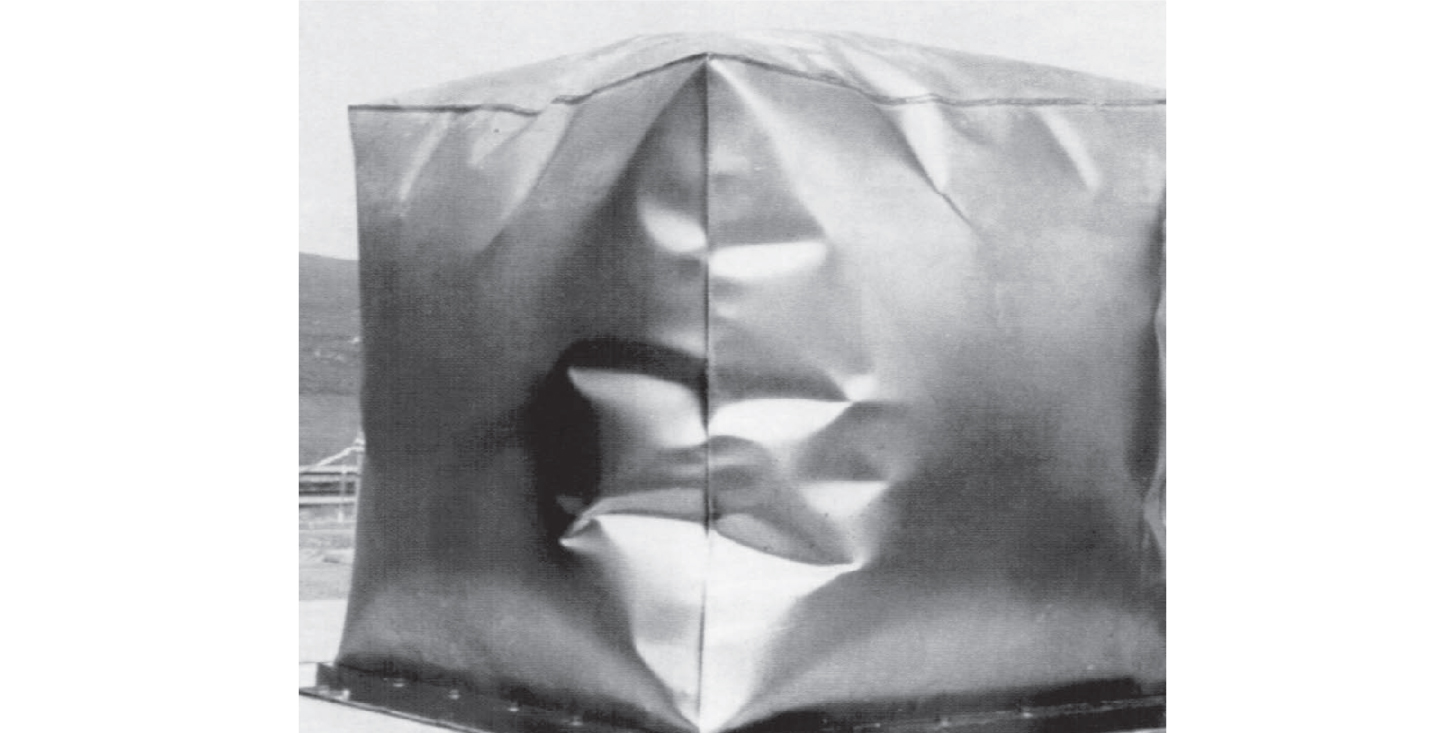
Fonte: IChemE, 2000
7.9.4 Fattori che influenzano il dimensionamento dei sistemi di venting
Nel seguito si riportano alcuni esempi utili alla comprensione delle considerazioni già svolte. Si vuole indagare in particolare l’influenza della pressione massima ridotta (Pred,max), della snellezza (L/D) e della pressione di attivazione statica (Pstat) nel calcolo delle superfici di sfogo.
7.9.4.1 L’influenza della Pred,max nel calcolo della superficie di venting
L’influenza del valore della Pred,max (resistenza del recipiente) nel calcolo delle superfici di venting è di notevole importanza. In generale un aumento della Pred,max determina una riduzione della superficie di sfogo come indicato nella Tabella 7.19.
Dati in ingresso
Pmax = 9 bar;
Kst = 175 bar·m·s-1;
EF = 1;
V = 200 m3;
L/D = 2;
Pstat = 0,1 bar.
Tabella 7.19 – Variazione della superficie di sfogo (Ae) in funzione della Pred,max
| Pred,max (bar) | Ae (m2) |
|---|---|
| 0,2 | 14,8 |
| 0,4 | 8,2 |
| 0,6 | 5,6 |
| 0,8 | 4,3 |
| 1,0 | 3,4 |
| 1,2 | 2,8 |
| 1,4 | 2,4 |
7.9.4.2 L’influenza della snellezza del contenitore (L/D) nel calcolo della superficie di venting
Anche l’influenza che il valore della snellezza L/D ha nel calcolo delle superfici di venting è notevole; un aumento di L/D determina infatti, un incremento della superficie di sfogo come indicato Tabella 7.20.
Dati in ingresso
Pmax = 9 bar;
Kst = 175 bar·m·s-1;
EF = 1;
V = 200 m3;
Pred,max = 0,4 bar;
Pstat = 0,1 bar.
Tabella 7.20 – Variazione della superficie di sfogo (Ae) in funzione del rapporto L/D
| L/D | Ae (m2) |
|---|---|
| 1 | 4,7 |
| 2 | 8,2 |
| 3 | 10,2 |
| 4 | 11,6 |
| 5 | 12,8 |
| 6 | 13,7 |
7.9.4.3 L’influenza della pressione statica di attivazione (Pstat) nel calcolo della superficie di venting
Anche la pressione statica di attivazione (Pstat) influenza il dimensionamento delle aperture di sfogo: un suo aumento determina un incremento delle aperture, come indicato in Tabella 7.21.
Dati in ingresso
Pmax = 9 bar;
Kst = 175 bar·m·s-1;
EF = 1;
V = 200 m3;
Pred,max = 0,4 bar;
L/D =2.
Tabella 7.21 – Variazione della superficie di sfogo (Ae) in funzione della Pstat
| Pstat (bar) | Ae (m2) |
|---|---|
| 0,1 | 8,2 |
| 0,2 | 12,2 |
| 0,3 | 16,2 |
| 0,4 | 20,2 |
| 0,5 | 24,2 |
7.9.5 Calcolo delle superfici di venting in un silos di stoccaggio
Si vuole esporre una possibile metodologia per il calcolo EPR delle superfici di venting di un silos adibito allo stoccaggio di polveri combustibili. Preliminarmente sarà necessario determinare la pressione ridotta a cui il silos può resistere individuando gli elementi più deboli della struttura, che in questo caso sono le giunzioni bullonate, tra le virole come indicato in Figura 7.36. La lamiera del mantello è accoppiata per mezzo di profili ad L saldati e forati con passo pari a 50 mm.
Figura 7.36 – Schema geometrico del silos e degli organi di collegamento
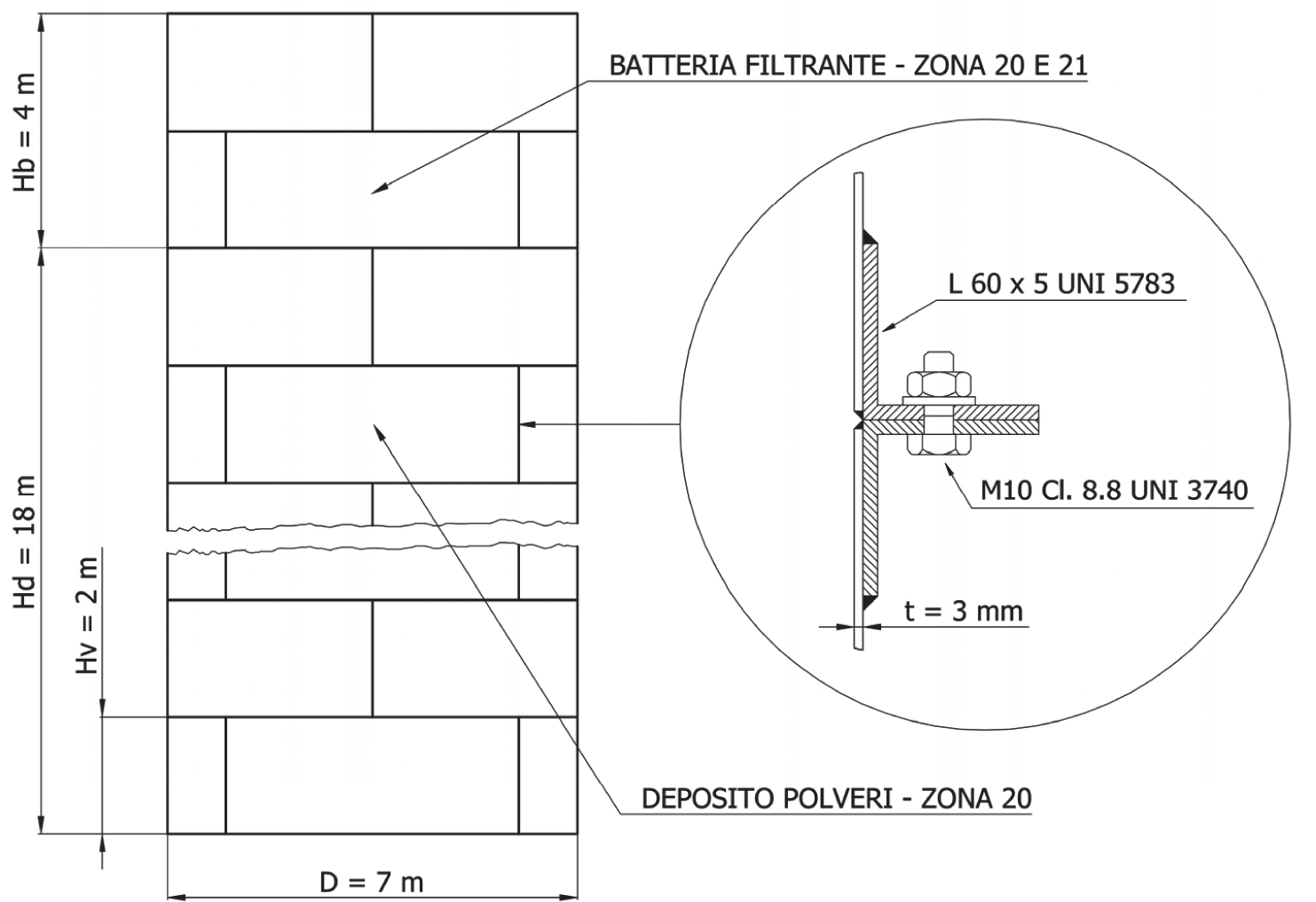
All’interno della zona deposito è presente in modo continuo per lunghi periodi un’ATEX sotto forma di nube di polvere combustibile in aria; la classificazione di tale zona è dunque di tipo 20. Tale ATEX è presente anche nella zona “sporca” della batteria di filtraggio. Per contro, a valle del tessuto delle maniche di filtraggio è improbabile la formazione di un’ATEX durante il funzionamento ordinario; tale evenienza si verifica in occasione, per esempio, della rottura del tessuto di filtraggio; la zona è dunque classificabile 22.
7.9.5.1 Scelta della tipologia di contenimento dell’esplosione
La metodologia progettuale con la quale verranno sviluppati i calcoli è l’EPR, Explosion Pressure Resistant. Non si accetta, pertanto, che dopo l’esplosione siano presenti deformazioni plastiche residue in capo agli elementi strutturali.
7.9.5.2 Dati di progetto per il calcolo della pressione ridotta
I dati di progetto in ingresso sono i seguenti:
-
Diametro: D = 7 m;
-
Altezza totale: H = 22 m;
-
Spessore minimo della lamiera del mantello: s = 3 mm;
-
Bulloni: M10 Classe 8.8 UNI 3740 (montati con passo ps = 50 mm);
-
Profili di collegamento tra le lamiere: L 60 x 5 UNI 5783;
-
Acciaio utilizzato (profili, lamiere): S275 UNI EN 10027 (Fe 430)
-
Sistema di filtraggio: n. 130 maniche in agugliato poliestere di altezza Hm = 3,5 m e diametro d = 130 mm con sistema di pulizia a scuotimento.
7.9.5.3 Calcolo della tensione ammissibile
L’acciaio S275 UNI EN 10025 possiede le seguenti caratteristiche:
σp0,2 = 275 N/mm2
σr = 430 ÷ 580 N/mm2
Amin = 22 %
La tensione ammissibile di calcolo è fornita dalla EN 13445-3 come modificata dalla EN 14460. Si ha:

data la modalità di progettazione EPR la tensione ammissibile per lamiere e profili è dunque:
σadm,l&p = σnc
L’acciaio costituente i bulloni di classe 8.8 possiede invece le seguenti caratteristiche:
σp0,2 = 640 N/mm2
σr = 800 N/mm2
Anche in questo caso, la tensione ammissibile di calcolo è fornita dalla EN 13445-3 come modificata dalla EN 14460. Si ha:

Data la modalità di progettazione EPR la tensione ammissibile per i bulloni è dunque:

7.9.5.4 Calcolo della tensione ammissibile
Sulla base delle precedenti indicazioni, nello schema statico di calcolo individuato in Figura 7.37-A) è specificata la pressione p1 di reazione tra le lamiere a contatto, la forza di vincolo esercitata dalla bullonatura denominata Fb e la forza tendente a separare le lamiere indicata con F.
Figura 7.37 – Schema statico delle forze agenti
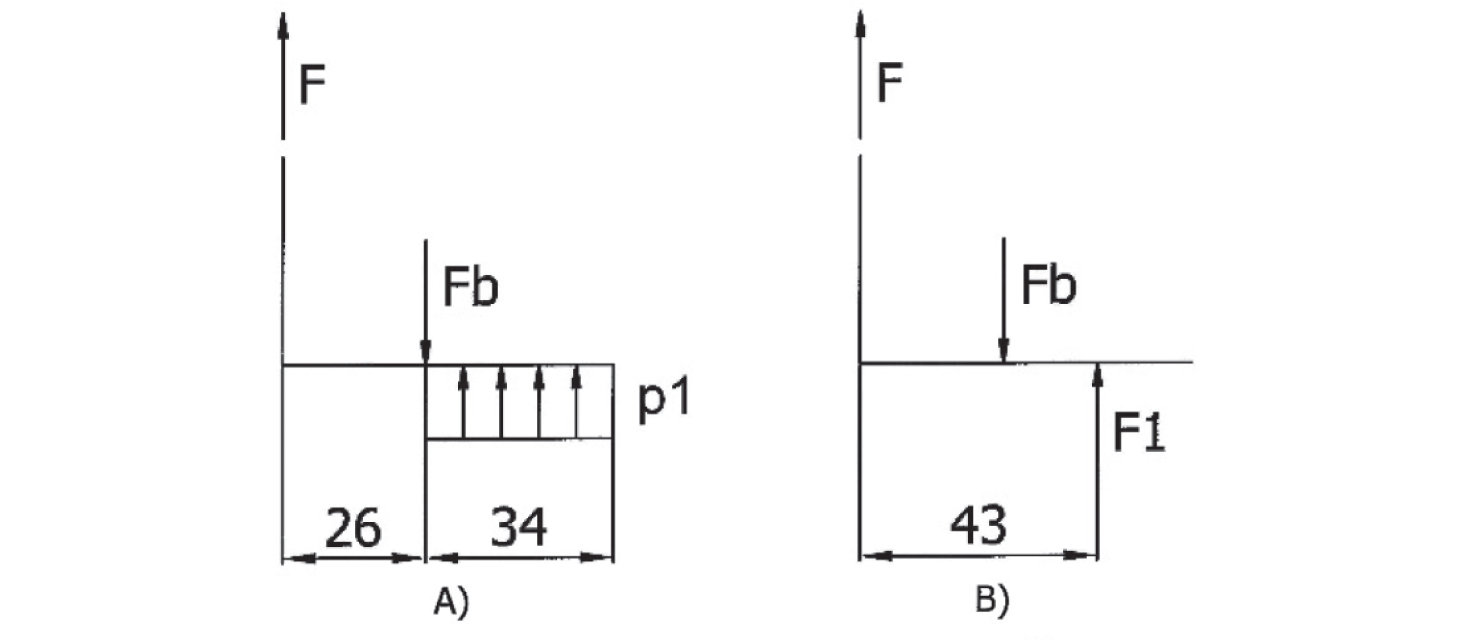
Indicando con F1 la risultante della pressione p1 agente nella mezzeria della zona di contatto tra i profili (Figura 7.37-B), si ottiene il seguente sistema di equazioni:

La forza massima sopportabile da un bullone M 10 in classe 8.8 è:

dove:
| Fbmax | è la forza massima che il bullone è in grado di sopportare in regime di sollecitazione statica; |
| Ab | è la sezione resistente del bullone M 10 pari a 58 mm2. |
Ricordando ora il sistema di equazioni già specificato e sostituendo Fb con Fbmax, si ottiene:

e, di conseguenza:
Si passa ora a determinare la tensione σt agente sulla lamiera del silos in direzione tangenziale:

dove:
ps = 50 mm è il passo della bullonatura;
t = 3 mm è lo spessore della lamiera.
Applicando ora l’equazione di Mariotte relativa alle membrane, si ottiene la pressione di progetto:

Tale pressione è dunque quella massima sopportabile dal silos in condizioni di sollecitazione di tipo esplosivo; sulla base di tale dato si potrà calcolare la minima superficie di decompressione.
7.9.5.5 Posizionamento membrane di rottura
L’installazione delle superfici di minima resistenza sarà realizzata alla sommità del silos stesso in modo tale da consentire uno sfogo verticale degli effetti dell’esplosione.
7.9.5.6 Dati caratteristici delle polveri combustibili
Si considera stoccata nel silos polvere di legno le cui caratteristiche sono le seguenti:
dm = 60 µm (Granulometria media);
Pmax = 8,5 bar (Pressione massima di esplosione);
Kst = 142 bar·m·s-1 (Caratteristica specifica di esplodibilità);
Tcl = 470 °C (Temperatura di accensione, nube);
T5mm = 305 °C (Temperatura di accensione, strato).
7.9.5.7 Caratteristiche tecniche della struttura e delle membrane di rottura
Silos
-
V ≌ 847 m3 (Volume di calcolo);
-
L/D = Leff/Deff = 22/7 ≌ 3,14 (Rapporto di snellezza);
-
Pred,max = Pf/Fr = 0,26/1,15 ≌ 0,23 bar (Pressione massima ridotta);
-
s = 3 mm (Spessore mantello).
Membrane di rottura
Tali sistemi sono certificati CE-ATEX come sistemi di protezione ai sensi della Direttiva 2014/34/UE. I dati di progetto sono i seguenti:
-
Pstat = 0,1 bar (Pressione statica nominale di attivazione);
-
t = ± 0,025 bar (Tolleranza su Pstat);
-
EF = 1 (Efficienza di sfogo);
-
Am = 1,23 m2 (Area della singola membrana di rottura).
7.9.5.8 Calcolo delle superfici di sfogo
Dall’eq. 7.21, 7.22 e 7.23 si ha:

dove:

La verifica della congruità dei dati in ingresso è indicata nella seguente tabella.
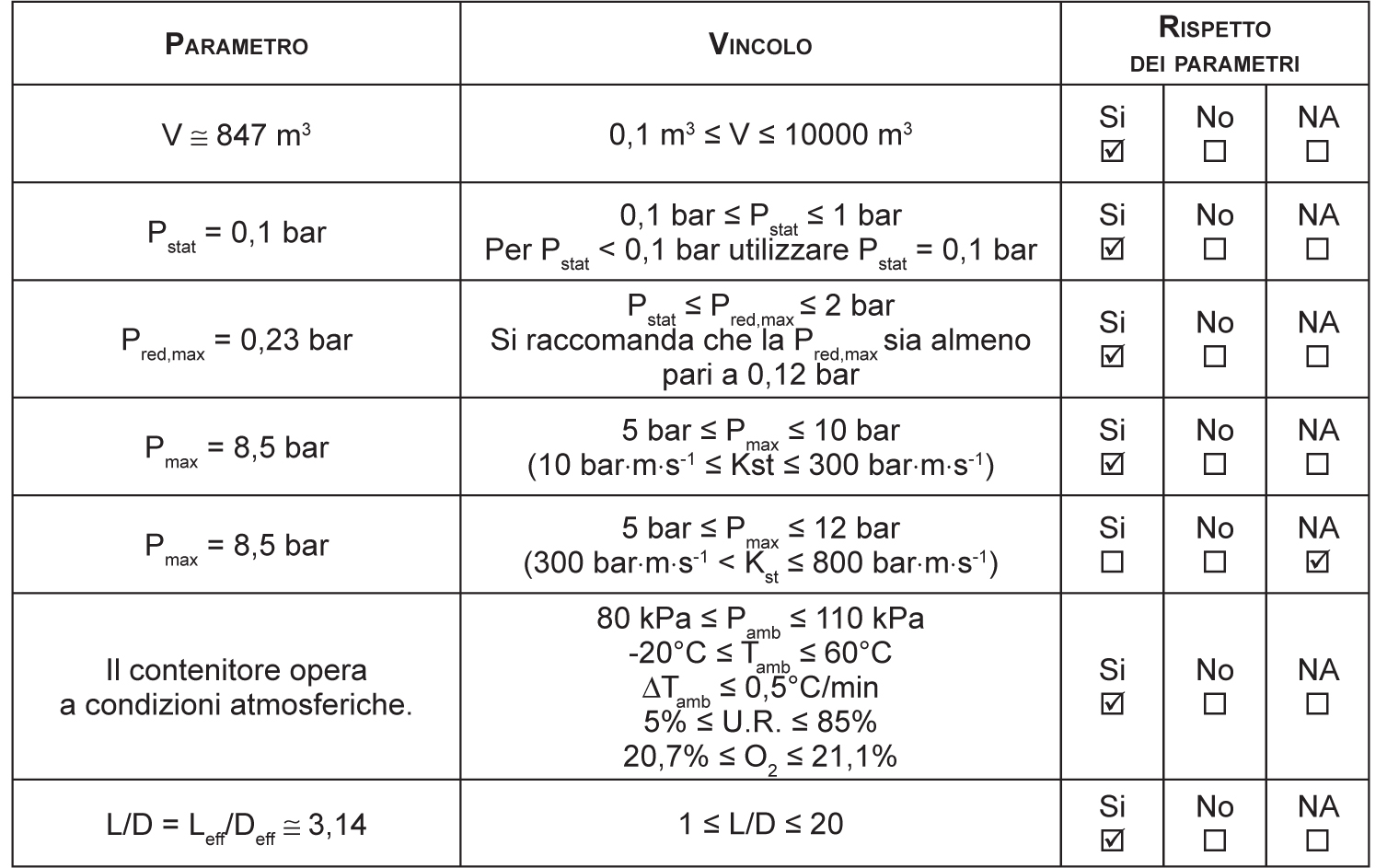
Il numero di membrane di rottura (N) da installare sul tetto del silos sarà:

7.9.5.9 Durata, forza e tensioni sviluppate
Durata dell’esplosione
La durata dell’esplosione discende dall’applicazione dalla seguente equazione:

tale valore deve essere confrontato con il periodo naturale di vibrazione della struttura.
Forza dell’esplosione
Il valore della forza sviluppata durante l’esplosione è la seguente:
Tensione sulla struttura
Ipotizzando che tD sia maggiore del periodo naturale di vibrazione della struttura, si può assimilare la forza sviluppata dall’esplosione ad un carico statico che comprime l’intera struttura cilindrica di diametro pari a 7 m e spessore pari a 3 mm. La tensione longitudinale che si viene a sviluppare sulle membrature è quindi uguale a:

La tensione membranale complessiva, calcolata con il criterio di Von Mises, deve tenere conto anche della corrispondente tensione tangenziale σt già calcolata in precedenza:

La tensione equivalente sarà dunque:

tale valore risulta ampiamente inferiore alla tensione ammissibile del materiale; si ha, infatti:

La verifica strutturale è dunque superata. Si nota che l’area di decompressione calcolata è quella minima necessaria a proteggere il silos da deflagrazioni indotte da polvere. Lo sfogo deve avvenire attraverso la parte più alta della struttura, sopra il livello massimo del materiale. Il flusso causato dalla deflagrazione dovrà essere diretto in una zona esterna sicura. Le membrane di rottura, inoltre, non dovranno essere ostacolate da neve, ghiaccio, corpi estranei di ostruzione e dovranno essere posizionate in modo simmetrico. Tali aperture, infine, dovranno resistere agli agenti ambientali e non dovranno frammentarsi. Visto l’evidente sovradimensionamento delle lamiere del mantello, è possibile aumentare notevolmente la pressione Pf senza controindicazioni evidenti. Tale incremento determinerebbe una diminuzione delle superfici di venting. Il valore della pressione di progetto può essere incrementato agendo, per esempio, sulla bullonatura prestando attenzione a:
-
aumentare la classe di resistenza;
-
aumentare il diametro resistente;
-
diminuire il passo di foratura.
7.9.5.10 Caricamento assiale del silos attraverso trasporto pneumatico
Nell’ipotesi di caricamento assiale, assumendo i seguenti parametri in ingresso:
-
H = 22 m (Altezza massima di caduta);
-
DF = 0,15 m (Diametro tubazione di trasporto pneumatico);
-
vF = 30 m/s (Velocità di trasporto pneumatico);
-
Q = 1908 m3/h (Portata d’aria di trasporto pneumatico).
Si ottiene la seguente area minima di sfogo, ottenuta con il software WinVent REMBE (rev. 3.1):
Ae = 13,95 m2
| ⇒ | Il volume del contenimento massimo (V), previsto dalla Norma EN 14491 risulta differente rispetto a quello indicato dalla Norma VDI 3673, così come indica la tabella seguente. |
| Norma tecnica | Vincolo | Rispetto dei parametri | ||
|---|---|---|---|---|
| EN 14491 | 10 m3 ≤ V ≤ 250 m3 | Si ☐ | No ☑ | NA ☐ |
| VDI 3673-1 | 5 m3 ≤ V ≤ 10000 m3 | Si ☑ | No ☐ | NA ☐ |
7.9.5.11 Caricamento tangenziale del silos attraverso trasporto pneumatico
Nell’ipotesi di caricamento tangenziale, assumendo i seguenti parametri in ingresso:
-
DF = 0,15 m (Diametro tubazione di trasporto pneumatico);
-
vF = 30 m/s (Velocità di trasporto pneumatico);
-
Q = 1908 m3/h (Portata d’aria di trasporto pneumatico).
Si ottiene la seguente area minima di sfogo, ottenuta con il software WinVent REMBE (rev. 3.1):
Ae = 2,96 m2
| ⇒ | Il volume del contenimento massimo (V), previsto dalla Norma EN 14491 risulta differente rispetto a quello indicato dalla Norma VDI 3673, così come indica la tabella seguente. |
| Norma tecnica | Vincolo | Rispetto dei parametri | ||
|---|---|---|---|---|
| EN 14491 | 10 m3 ≤ V ≤ 120 m3 | Si ☐ | No ☑ | NA ☐ |
| VDI 3673-1 | 6 m3 ≤ V ≤ 120 m3 | Si ☐ | No ☑ | NA ☐ |
7.9.6 Valutazione economica nell’adozione di un sistema di sfogo dell’esplosione in un silos d’acciaio
Nel seguente esempio si vuole valutare l’impatto economico dovuto all’adozione di sistemi di protezione contro le esplosioni (membrane di rottura) in un silos d’acciaio avente un volume pari a circa 1000 m3.
7.9.6.1 Dati in ingresso
I dati del silos e delle membrane di rottura sono i seguenti:
-
Diametro: D = 7 m
-
Altezza: Hm = 27 m
-
Pressione ridotta del silos: Pred,max = 0,4 bar
I parametri di esplosione delle polveri contenute sono i seguenti:
-
Granulometria media: 0,06 mm
-
Pressione massima: Pmax = 9,2 bar
-
Costante specifica di esplosione: Kst = 142 bar·m/s
Infine, i parametri di fornitura delle membrane di rottura sono di seguito riportati:
-
Pressione di attivazione statica delle membrane: Pstat = 0,1 bar;
-
Dimensioni di fornitura della pannellatura: 1492 x 450 mm (A = 0,5217 m2);
-
Costo di fornitura: (circa) Cvent = 440 Euro/m2 (il costo dipende anche dalla quantità ordinata di fornitura)19.
7.9.6.2 Dimensionamento dell’area di sfogo
Nel seguito si riporta il calcolo del rapporto L/D del silos:

Il volume (V) di calcolo del silos è invece pari a:

Con i dati in ingresso il calcolo dell’area di sfogo, eseguito secondo UNI EN 14491, è il seguente:

dove:

Si verifica ora la conformità dello schema di calcolo utilizzato.
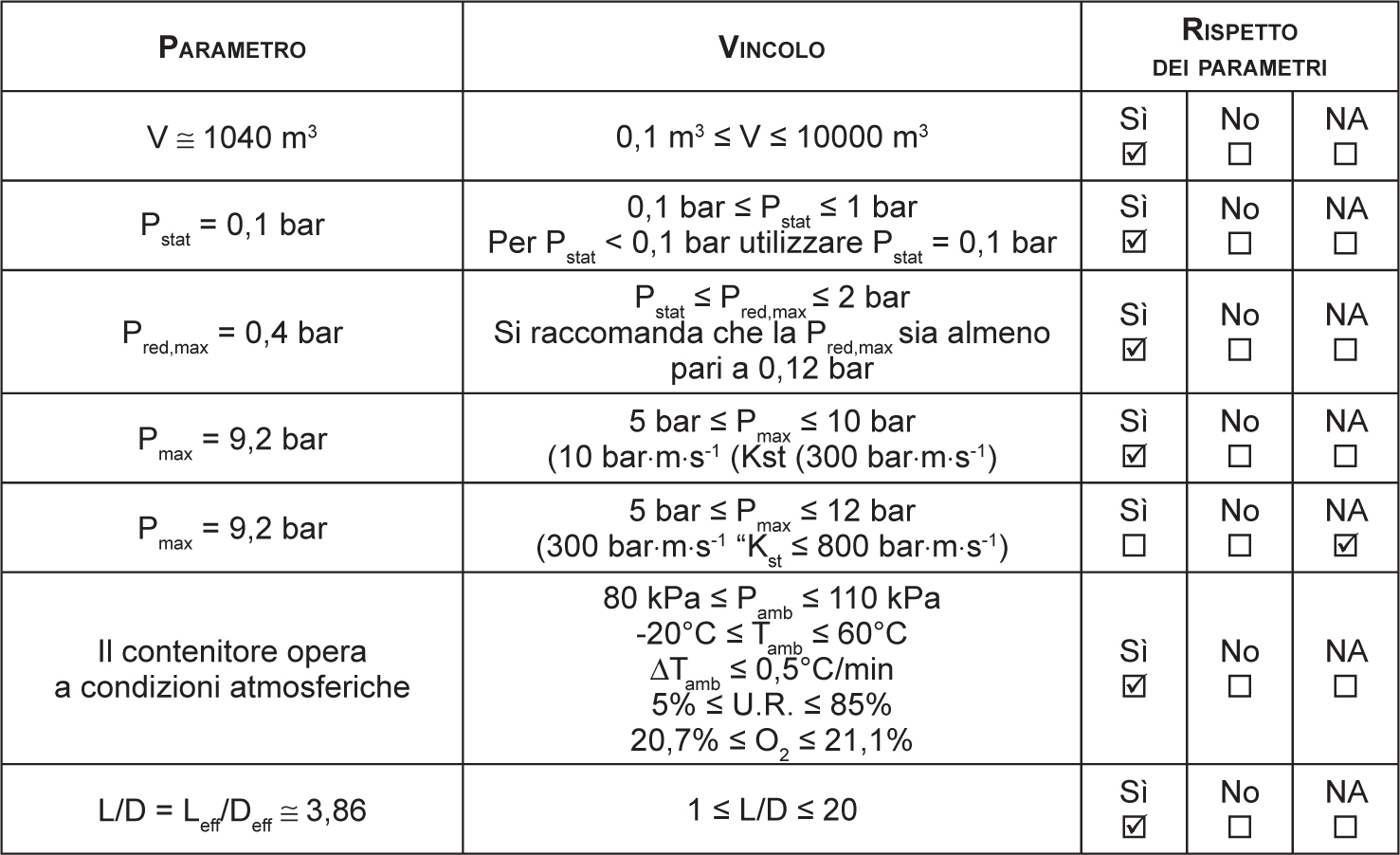
7.9.6.3 Costo totale della fornitura
Il costo complessivo di fornitura (esclusa l’installazione) è pertanto il seguente:
Cvent = Ae · Cvent ≌ 14 5 kEuro
Nell’ipotesi in cui il costo del silos (con batteria filtrante, installato e zincato) risulti pari a (circa) 115 kEuro, il costo della protezione con membrane di rottura sarà pari a circa il 12% del costo netto del contenimento. Dalla valutazione indicata sono esclusi sia gli impianti di estrazione sia i sistemi di isolamento dalle esplosioni.
7.9.7 Esempi di calcolo del rapporto L/D
Nel seguito si riportano tre esempi significativi tratti dalla Norma VDI 3673-1.
7.9.7.1 Recipiente cilindrico a fondo conico sfogato sul tetto
Calcolo della lunghezza effettiva Leff
Dato che il fronte di fiamma non si espande con facilità nel fondo conico, si considera di questo solo 1/3 dell’altezza che andrà sommata all’altezza del tratto cilindrico fino allo sfogo (in questo caso, essendo la membrana di rottura posizionata sul tetto del recipiente, si considera l’intera altezza). Si ha:
Leff = 1/3 Altezza cono + Altezza cilindro = 0,667 + 4,0 = 4,667 m
Calcolo del volume effettivo Veff
Il volume effettivo è dato da 1/3 del volume del cono addizionato dell’intero volume del cilindro. Si ha:
1/3 Volume del cono:

Volume cilindro:

Volume effettivo:
Calcolo della sezione effettiva Aeff

Calcolo del diametro effettivo Deff

Calcolo del rapporto Leff/Deff

7.9.7.2 Essiccatoio rettangolare sfogato da un lato
Calcolo della lunghezza effettiva Leff
La lunghezza massima che può essere percorsa dal fronte di fiamma parte dall’estremità superiore dell’essiccatoio e arriva al bordo inferiore della membrana di rottura. Si ha quindi:
Leff = 4,5 m
Calcolo del volume effettivo Veff
Il volume effettivo è il rettangolo che, partendo dall’estremità superiore dell’essiccatoio, arriva al bordo inferiore della membrana di rottura. Si ha:
Veff = 1,5 · 1,8 · 4,5=12,15 m3
Calcolo della sezione effettiva Aeff

Calcolo del diametro effettivo Deff

Calcolo del rapporto Leff/Deff

7.9.7.3 Filtro a tessuto con tramoggia triangolare sfogato sul fianco
Calcolo della lunghezza effettiva Leff
Leff = 0,5 + 2 = 2,5 m
Calcolo del volume effettivo Veff
1/3 Volume fondo:

Volume filtro quadrato
Vfil = 2·2·2= 8 m3
Volume effettivo:
Veff = 1,15 + 8 = 9,15 m3
Calcolo della sezione effettiva Aeff

Calcolo del diametro effettivo Deff

Calcolo del rapporto Leff/Deff

7.9.8 Esempi di calcolo di un sistema di protezione HRD
Si debba dotare un deposito Poliacrilonitrile in polvere di un sistema di soppressione dell’esplosione.
Dati in ingresso:
-
Sostanza in deposito: Poliacrilonitrile (Kst = 160 bar·m·s-1 (St1), matr. N. 0355 – BIA Report 13/97);
-
Volume contenitore: 100 m3 (forma cilindrica con 2 ≤ L/D ≤ 10 – Contenitore allungato EN 14373);
-
Tipologia di soppressore HRD: Tipo D – VDI 2263-4;
Dati in uscita:
Dalla Tabella 7.15 si ottiene K = 0,18 m-2, l’eq. 7.29 fornisce:

Utilizzando invece il nomogramma di Figura 7.29, si ottiene un Ns compreso tra 3 e 4; valore che si approssima a 4, confermando la scelta precedentemente fatta.
I soppressori HRD dovranno essere disposti con l’asse verticale ad altezze di L/4, L/2, 3/4L ed L posizionati in modo alternato lungo due generatrici della superficie cilindrica poste a 180° l’una rispetto all’altra.
7.9.9 Esempio di protezione ed isolamento contro l’esplosione
Si vuole rappresentare graficamente un impianto protetto contro le esplosioni con un approccio EPR. Come evidenziato in Figura 7.38, l’impianto realizza lo stoccaggio e la distribuzione di materia prima di tipo alimentare, è costituito da un silos e da un filtro intermedio collegato attraverso una tubazione di trasporto pneumatico del diametro di 250 mm. Entrambi gli apparecchi scaricano l’aria filtrata direttamente in atmosfera. Il silos, periodicamente caricato da autocisterna attraverso una tubazione del diametro di 100 mm, scarica il proprio contenuto nel filtro intermedio attraverso un sistema di trasporto pneumatico. L’uscita sia del silos sia del filtro è isolata dalla rimanente parte dell’impianto attraverso rotocelle.
La protezione consiste nell’installazione di membrane di rottura su ciascun contenimento dimensionate secondo UNI EN 14491. La propagazione nella condotta di carico silos si esclude visto il diametro ridotto (100 mm). La propagazione nella condotta di collegamento si esclude attraverso le seguenti misure:
-
Propagazione dal silos verso il filtro: Rotocella;
-
Propagazione dal filtro verso il silos: Valvole ad azione rapida (Fast Active Valve).
L’impianto è collegato ad una centralina di monitoraggio e controllo (CIE) che riceve i segnali della sensoristica (IR, Venting) e che comanda, in caso di emergenza, sia le valvole ad azione rapida (Fast Active Valve) isolando l’impianto, sia le rotocelle ed il compressore volumetrico arrestandoli. La centralina di comando monitoraggio e controllo provvede, inoltre, a comandare le segnalazione ottico/acustiche all’avvio ed alla fermata del ciclo. In tali fasi, infatti, all’interno delle tubazioni di carico si sviluppa ATEX di tipo 21 (Cfr. Capitolo 4).
Al contempo si azioneranno gli avvisi ottico/acustici di emergenza. I principali vantaggi della soluzione impiantistica sono:
-
limitata influenza della Fast Active Valve sulle perdite di carico complessive,
-
scarsa interazione in termini di contaminazione del prodotto,
-
isolamente pressoché totale tra le parti di impianto in caso di intervento della Fast Active Valve.
-
I principali svantaggi sono invece connessi a:
-
possibili azionamenti della Fast Active Valve (falsi positivi) a seguito di errata rilevazione del sensore IR,
-
manutenzione preventiva del sistema onerosa a causa della presenza di sistemi di isolamento attivi.
Figura 7.38 – Schema di un sistema di protezione contro le esplosioni integrato
7.9.10 Esempi di misure di prevenzione e protezione da adottare in impianti industriali
Si riportano nel seguito alcuni esempi applicativi di quanto illustrato in precedenza. Si vogliono caratterizzare tecnicamente le misure di prevenzione e protezione per le seguenti tipologie di impianto20 (operanti prevalentemente in ATEX polvere/aria):
-
Mulini e frantumatori;
-
Essiccatoi;
-
Miscelatori;
-
Convogliatori a coclea;
-
Elevatori a tazze;
-
Nastri trasportatori.
Le misure indicate potranno essere adottate singolarmente o in combinazione ai fini della protezione dell’impianto. Esse comunque rappresentano il totale degli interventi realizzabili nello specifico elemento di impianto, ed è per questo che tali indicazioni potranno essere adottate in combinazione o anche singolarmente, in funzione dei livelli di sicurezza richiesti.
Tutte le apparecchiature, i dispositivi di sicurezza e i sistemi di protezione dovranno risultare conformi a quanto richiesto dalla Direttiva 2014/34/UE (categoria conforme alla classificazione della zona, temperatura superficiale massima, ecc.).
| Mulini e frantumatori | |
|---|---|
| Modi di protezione contro l’innesco | Sicurezza costruttiva “c”, controllo delle sorgenti di accensione “b” [cfr. EN ISO 80079-37:2016] |
| Misure di protezione in caso di innesco |
|
| Fonti di innesco |
|
| Tipo di zona interna | ATEX presente con continuità, per lunghi periodi (zona 20) |
| Dettaglio delle misure |
|
| Riferimenti bibliografici | Bartknecht W., Explosionsschutz, Grundlagen und Anwendung, Springer-Verlag Ed., Berlin (D), 1996 Eckhoff R.K., Dust explosions in the process industries, GPP Ed., New York (USA), 2003 ISSA (2013), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part I: Mills, crushers, mixers, separators, screeners, Germany ISSA (2016), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part II: Conveyors transfers and receivers, Germany |
| Essiccatoi | |
|---|---|
| Modi di protezione contro l’innesco | Sicurezza costruttiva “c”, controllo delle sorgenti di accensione “b” [cfr. EN ISO 80079-37:2016] |
| Misure di protezione in caso di innesco |
|
| Fonti di innesco |
|
| Tipo di zona interna | ATEX presente con continuità, per lunghi periodi in circa 1/3 del volume (zona 20) ATEX presente sporadicamente durante il funzionamento ordinario in circa 2/3 del volume (zona 21) |
| Dettaglio delle misure |
|
| Riferimenti bibliografici | Abbott J., Prevention of fires and explosions in dryers, IChemE Ed., Rugby (UK), 1990 Bartknecht W., Explosionsschutz, Grundlagen und Anwendung, Springer-Verlag Ed., Berlin (D), 1996 Eckhoff R.K., Dust explosions in the process industries, GPP Ed., New York (USA), 2003 ISSA (2013), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part I: Mills, crushers, mixers, separators, screeners, Germany ISSA (2016), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part II: Conveyors transfers and receivers, Germany |
| Miscelatori | |
|---|---|
| Modi di protezione contro l’innesco | Sicurezza costruttiva “c”, controllo delle sorgenti di accensione “b” [cfr. EN ISO 80079-37:2016] |
| Misure di protezione in caso di innesco |
|
| Fonti di innesco |
|
| Tipo di zona interna | ATEX presente con continuità, per lunghi periodi nel volume lasciato libero dal materiale
(zona 20) ATEX presente sporadicamente durante il funzionamento ordinario (zona 21) |
| Dettaglio delle misure |
|
| Riferimenti bibliografici | Bartknecht W., Explosionsschutz, Grundlagen und Anwendung, Springer-Verlag Ed., Berlin (D), 1996 Eckhoff R.K., Dust explosions in the process industries, GPP Ed., New York (USA), 2003 ISSA (2013), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part I: Mills, crushers, mixers, separators, screeners, Germany ISSA (2016), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part II: Conveyors transfers and receivers, Germany |
| Convogliatori a coclea | |
|---|---|
| Modi di protezione contro l’innesco | Sicurezza costruttiva “c”, controllo delle sorgenti di accensione “b” [cfr. EN ISO 80079-37:2016] |
| Misure di protezione in caso di innesco | •###apparecchi resistenti all’esplosione – UNI EN 14460 |
| Fonti di innesco |
|
| Tipo di zona interna | ATEX presente con continuità, per lunghi periodi nel volume lasciato libero dal materiale
(zona 20) ATEX presente sporadicamente durante il funzionamento ordinario (zona 21) |
| Dettaglio delle misure |
|
| Riferimenti bibliografici | Bartknecht W., Explosionsschutz, Grundlagen und Anwendung, Springer-Verlag Ed., Berlin (D), 1996 Eckhoff R. K., Dust explosions in the process industries, GPP Ed., New York (USA), 2003 ISSA (2013), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part I: Mills, crushers, mixers, separators, screeners, Germany ISSA (2016), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part II: Conveyors transfers and receivers, Germany |
| Elevatori a tazze | |
|---|---|
| Modi di protezione contro l’innesco | Sicurezza costruttiva “c”, controllo delle sorgenti di accensione “b” [cfr. EN ISO 80079-37:2016] |
| Misure di protezione in caso di innesco |
|
| Fonti di innesco |
|
| Tipo di zona interna | ATEX presente con continuità, per lunghi periodi (zona 20) |
| Dettaglio delle misure |
|
| Riferimenti bibliografici | Bartknecht W., Explosionsschutz, Grundlagen und Anwendung, Springer-Verlag Ed., Berlin (D), 1996 Eckhoff R. K., Dust explosions in the process industries, GPP Ed., New York (USA), 2003 ISSA (2013), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part I: Mills, crushers, mixers, separators, screeners, Germany ISSA (2016), Collection of Examples “Dust Explosion Protection for Machines and Equipment”, Part II: Conveyors transfers and receivers, Germany |
| Nastri trasportatori | |
|---|---|
| Modi di protezione contro l’innesco | Sicurezza costruttiva “c”, controllo delle sorgenti di accensione “b” [cfr. EN ISO 80079-37:2016] |
| Misure di protezione in caso di innesco | Per nastri trasportatori privi di involucro esterno non è prevista alcuna forma di protezione contro le esplosioni |
| Fonti di innesco |
|
| Tipo di zona interna | ATEX presente sporadicamente durante il funzionamento ordinario (zona 21) |
| Dettaglio delle misure |
|
| Riferimenti bibliografici | Bartknecht W., Explosionsschutz, Grundlagen und Anwendung, Springer-Verlag Ed., Berlin (D), 1996 Eckhoff R. K., Dust explosions in the process industries, GPP Ed., New York (USA), 2003 |